105 a shielded cutting – mild steel – Hypertherm Powermax125 Service Manua User Manual
Page 85
Powermax125 Service Manual 808070
85
6 – Machine Torch Setup
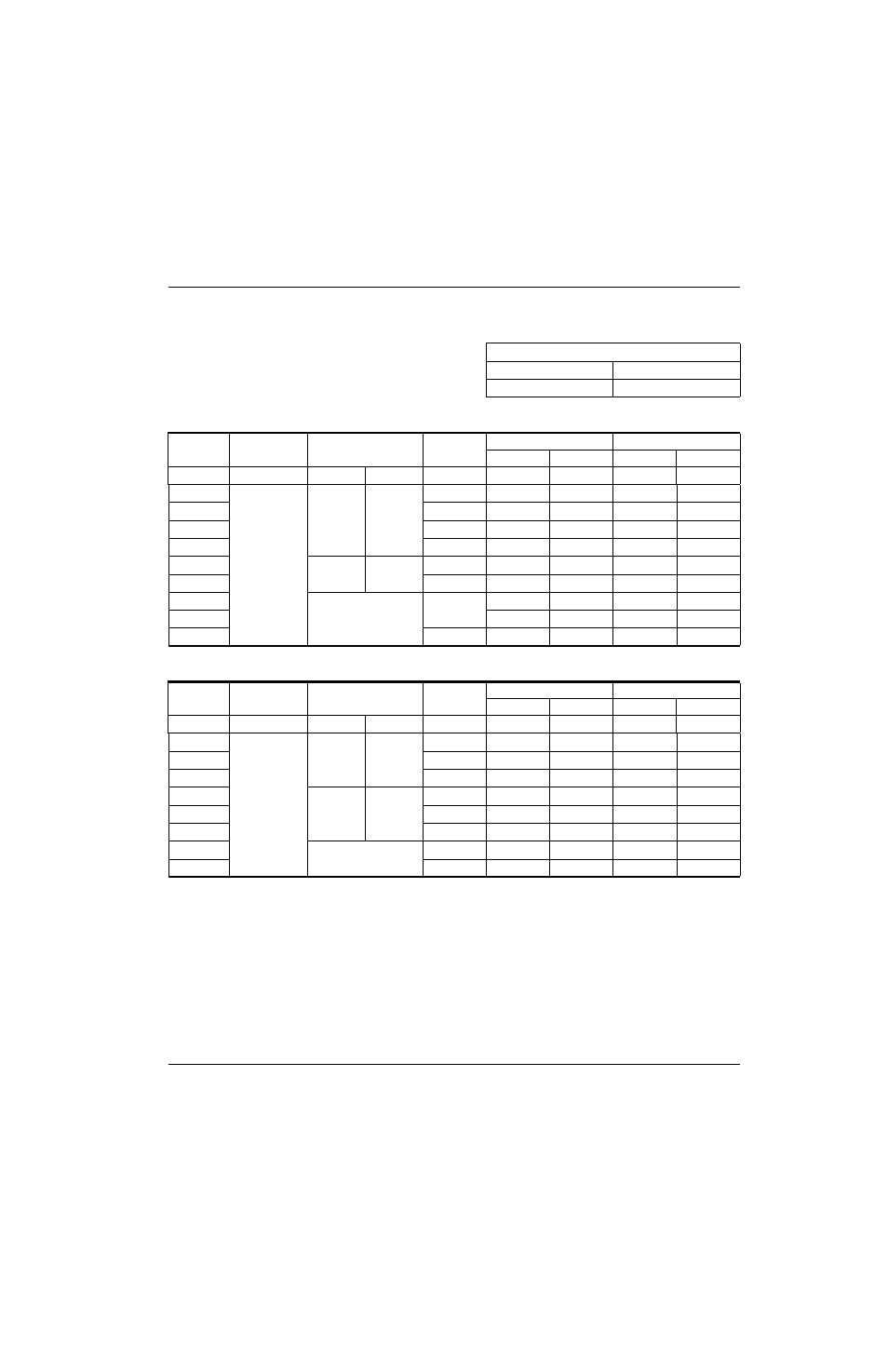
105 A shielded cutting – mild steel
Air flow rate – slpm/scfh
Hot
283 / 600
Cold
345 / 730
Metric
Material
Thickness
Torch-to-Work
Distance
Initial Pierce Height
Pierce
Delay Time
Best Quality Settings
Production Settings
Cut Speed
Voltage
Cut Speed
Voltage
mm
mm
mm
%
seconds
mm/min
volts
mm/min
volts
6
4.6
9.2
200
0.5
4110
158
4920
146
8
0.6
3220
158
3770
150
10
0.8
2410
159
2730
153
12
0.7
1810
163
1980
156
16
11.5
250
1.0
1050
165
1230
155
20
1.3
780
168
850
157
25
Edge Start
1.0
540
174
580
162
30
420
176
440
168
32
1.2
370
177
400
170
English
Material
Thickness
Torch-to-Work
Distance
Initial Pierce Height
Pierce
Delay Time
Best Quality Settings
Production Settings
Cut Speed
Voltage
Cut Speed
Voltage
inches
inches
inches
%
seconds
ipm
volts
ipm
volts
1/4
0.18
0.36
200
0.5
156
158
186
147
3/8
0.75
100
158
114
152
1/2
0.75
66
163
73
156
5/8
0.45
250
1.0
42
165
49
155
3/4
1.0
33
168
35
156
7/8
2.0
26
169
30
158
1
Edge Start
1.0
21
175
22
163
1-1/4
1.2
15
177
16
170