Table 3.3.2.1: m codes, Program int off, Program int on – Yaskawa PC NC User Manual
Page 86: Multi reg off, Multi reg on, Mirror off, Mirror on, Round arc mode, Intersection mode
Advertising
3 - 29
YASNAC PCNC Operating Manual
Chapter 3: HMI Process Operation
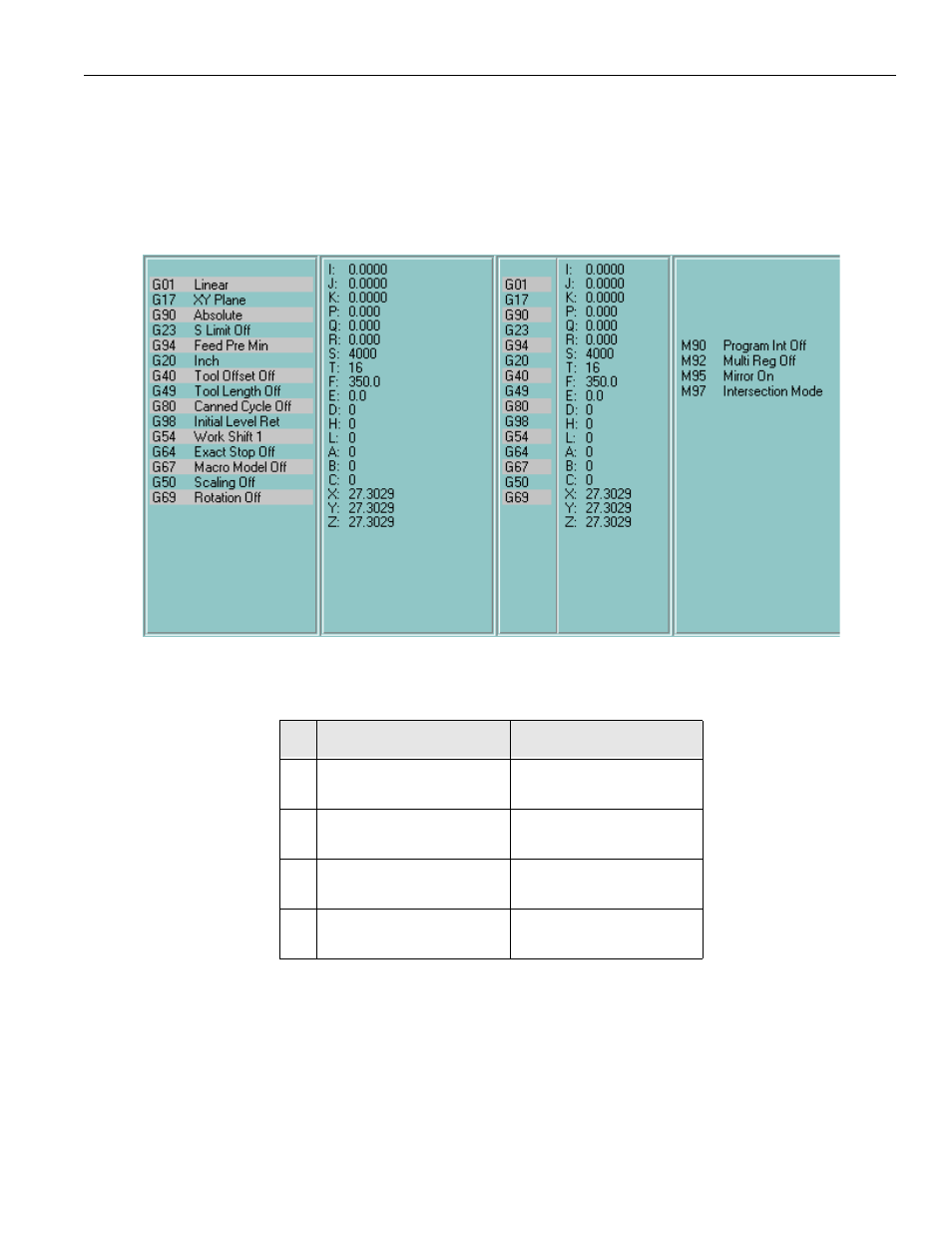
mand values, such as the commanded Feed, Speed ,current H and D tool offsets. The subsequent
view displays both G codes and commanded values. The final view is active M codes followed by
short descriptions. A list of all M codes is shown in Table 3.3.2.1 on page 29. This sequence of
views is illustrated by Figure 3.3.2.2 on page 29.
If viewing this documentation online, click here to see the G Code Quick Reference.
FIGURE 3.3.2.2. 4 Views of the G-code Display Component
Table 3.3.2.1: M Codes
M code
Comment
1
M90
M91
Program int Off
Program int On
2
M92
M93
Multi reg Off
Multi reg On
3
M94
M95
Mirror Off
Mirror On
4
M96
M97
Round arc mode
Intersection mode
Advertising