Cnc discrete i/o – Hypertherm THC ArcGlide User Manual
Page 108
108
ArcGlide THC Instruction Manual 806450
2 – Installation
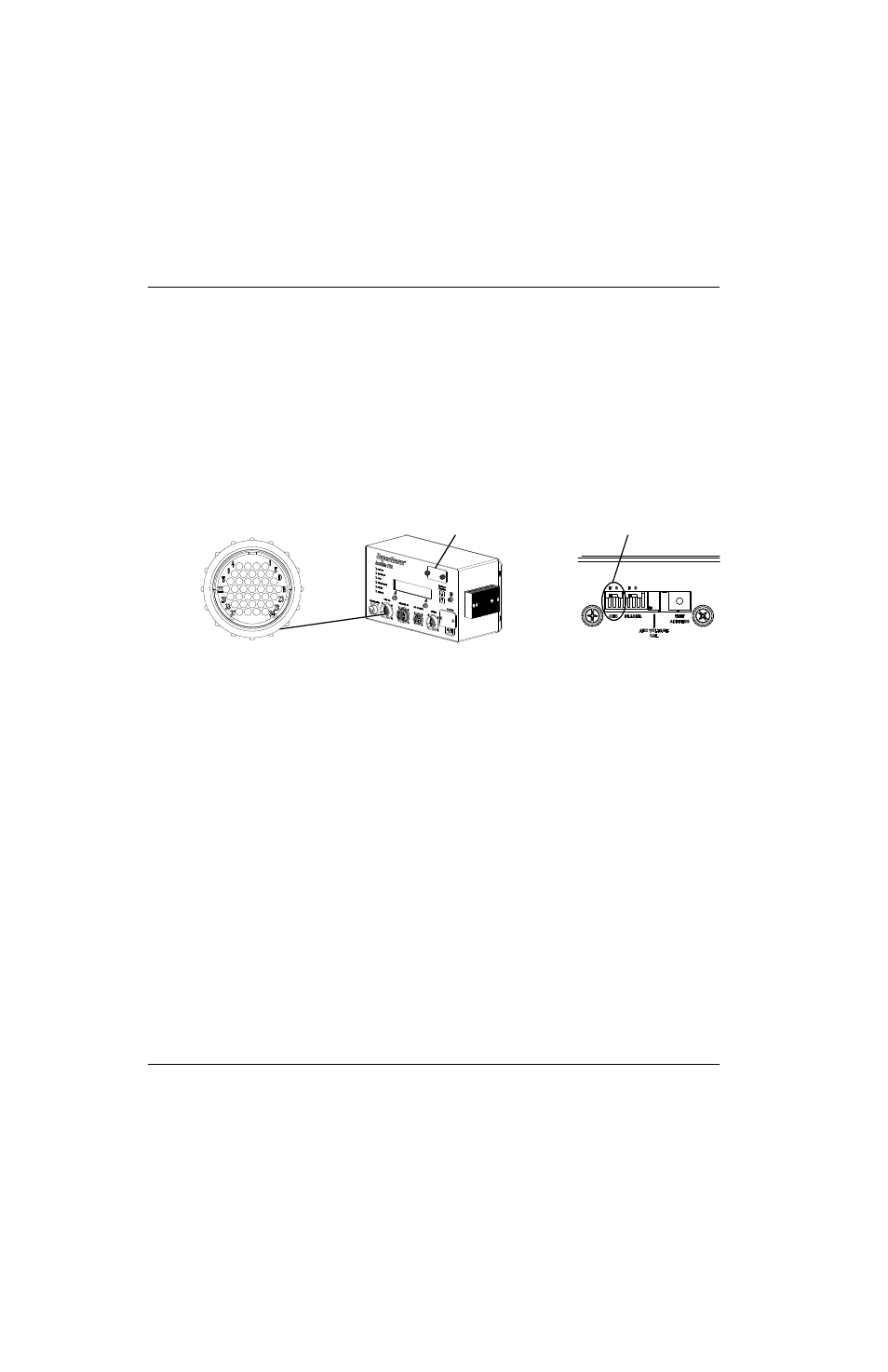
CNC discrete I/O
CNC inputs have two different modes that are selected using switches behind the calibration and setup door. The inputs
can be configured for dry contacts (no external voltage), or for positive voltage sourced inputs.
If the THC control module interface is configured with dry contacts, the operation of LEDs on the discrete plasma
interface board is reversed and the LEDs turn OFF when input is active. With sourced inputs, LEDs turn ON when an
input is active.
If the Hypernet interface to the CNC is used, only the interlock input signal must be wired on this connector. If discrete
signals are used, the required discrete signals on this connector must be connected.
Figure 28
All the required discrete interface signals are described below. All other signals are optional for multiple torch operation,
improved performance, or reduction in cycle times.
Cut Control: This is a required output from the CNC and an input to the ArcGlide. The CNC should activate this signal
to begin a plasma cut. This signal begins the entire process of IHS, Plasma Start and Motion, and Automatic
Voltage Control (AVC) followed by a retract at the end of the cut when this signal is removed. This signal
must be maintained during the plasma cut.
Low Gain: This input automatically reduces the AVC gain for marking. This improves the stability of the height control
during marking.
Torch Height Disable: This is an optional signal input to the ArcGlide. When it is active, this signal temporarily disables
the automatic height control and forces the torch to hold its height position. It is primarily used to disable the
height control in corners or whenever the machine speed is not at the optimal cutting speed. This signal
improves cutting performance by disabling the height control when the machine slows down for corners.
This improves the corner cut quality and prevents the torch from diving into the workpiece.
Hold Ignition: This is an optional input to the ArcGlide to allow multiple torches to start synchronized. For a single torch
installation, this signal is optional but recommended. The CNC should activate this signal to delay plasma
torch ignition until all active torches in a multiple torch configuration have completed their IHS sequence and
are in position and ready to fire. At this point all active torches will return an active IHS Complete signal to
the CNC and the CNC should remove all Hold Ignition input signals and allow all active plasma torches to
ignite simultaneously.
Spare inputs 1 and 2: These inputs to the ArcGlide are reserved and should not be connected.
This connector has a yellow ring.
Calibration and setup door
Dry or sourced CNC input switch