Hypertherm THC ArcGlide User Manual
Page 197
ArcGlide THC Instruction Manual 806450
197
4 – Maintenance
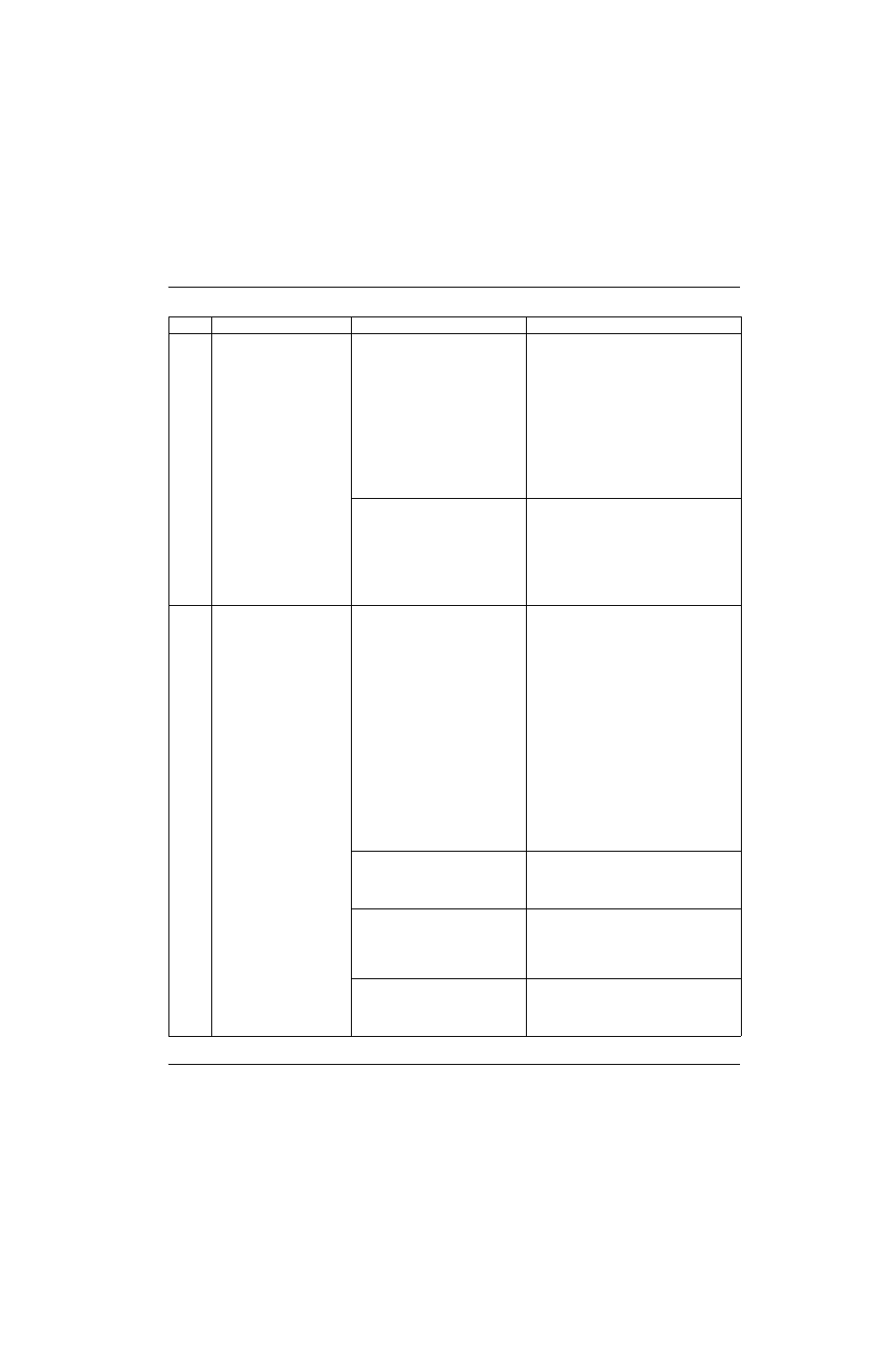
• There is a faulty Transfer (or
Motion) output from the plasma
system.
• Monitor the Plasma Start input to the
plasma system. If the torch fires:
•
Examine the Plasma Start wiring at
the plasma interface board.
•
Verify that the torch consumables and
cutting process are correct.
•
Examine the plasma interface cable
for damage.
•
Verify that the Motion and Transfer
outputs from the plasma system are
working correctly.
• In a discrete system, there is a
faulty input (Transfer) to the
control module.
• In a discrete system:
•
Monitor the Plasma Start input to the
control module.
•
Monitor the Transfer (or motion)
output from the plasma system.
•
Monitor the Transfer input to the
control module.
13
LOST TRANSFER
The Transfer signal was lost
before the Arc Glide
removed the Plasma Start
signal from the plasma
system.
• When cutting scrap, the torch
moves off the edge of the
workpiece.
• Examine the consumables for damage. If
you are cutting scrap, this error is normal
but will reduce the consumable life.
• Determine if the plasma system has an
error.
• Perform an IHS test and verify that the
torch is retracting to the pierce height
listed in the plasma system cut chart.
• Verify that the Hypertherm CNC Arc Off
Time is correct. A small time should be
used, usually no longer than 0.1
seconds. An Arc Off Time that is too
high can prevent the error from
occurring but could result in poor
consumable life.
• Verify that the arc is shutting off over
metal.
• The lead-outs are too long,
especially when cutting holes
and the arc is stretching out as
the slag falls into the table.
• Verify that the lead-out length is correct,
especially if you are cutting holes.
• There is a faulty connection
between the workpiece, the
cutting surface, and the work
lead of the plasma system.
• Verify that the workpiece, table surface,
and work lead are electrically connected.
Heavy slag build-up on the workpiece
can result in a poor connection between
the plasma arc and the work lead.
• The Transfer Height or Pierce
Height is set too high.
• Verify that the Transfer Height (or Pierce
Height) setting in the Plasma Process
screen or in the Plasma menu
in the
control module is correct.
Error
Description
Causes
Solutions