Hypertherm THC ArcGlide User Manual
Page 196
196
ArcGlide THC Instruction Manual 806450
4 – Maintenance
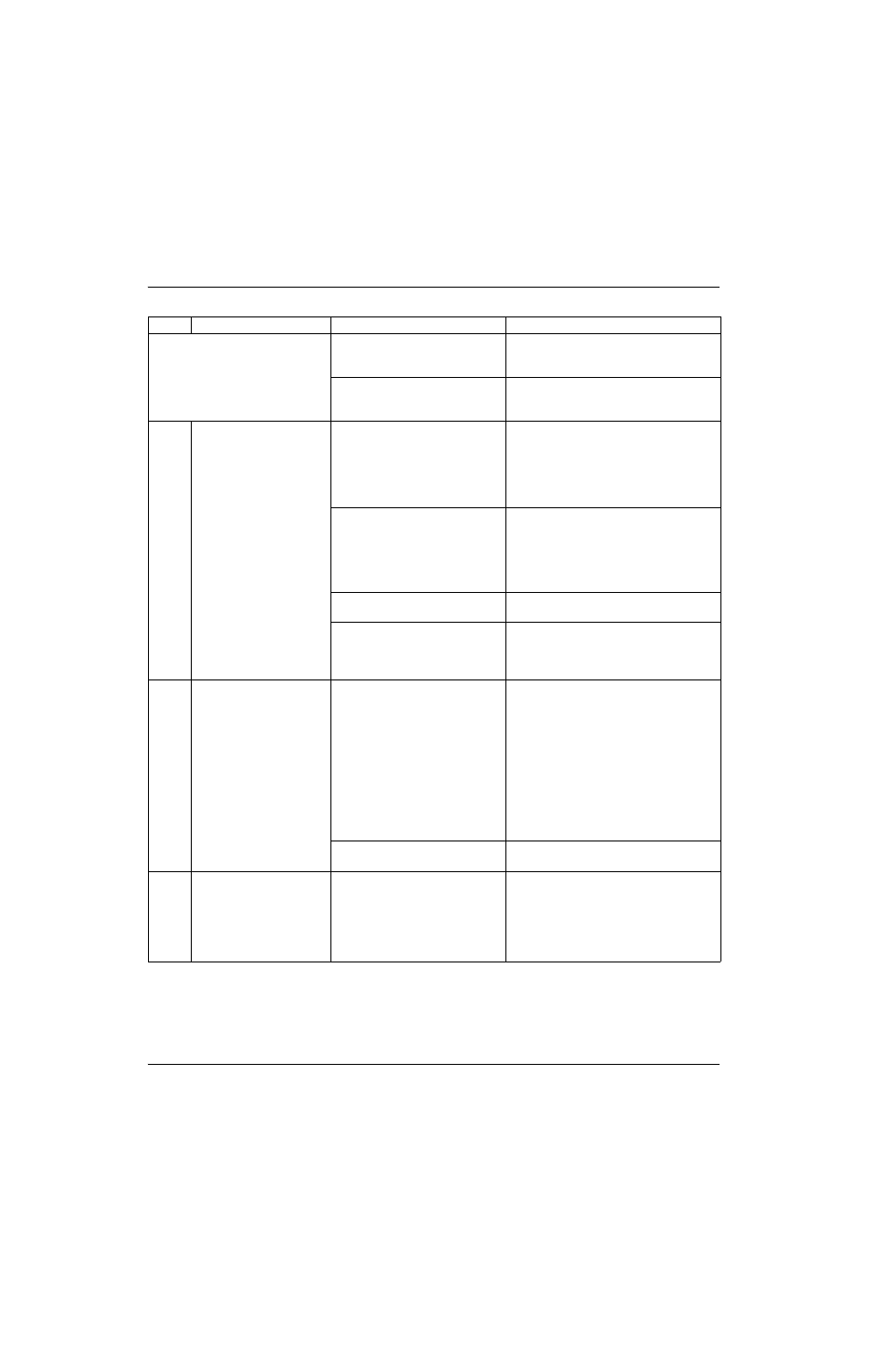
• The coolant conductivity in a
HPRXD plasma system is too
high.
• Flush the coolant system and replace
the coolant filter on the HPRXD plasma
system.
• The workpiece is bowing during
an IHS and following the torch
up while the torch is retracting.
• Move the IHS to an area of the
workpiece that is well supported by the
table slats.
10
FAILED TO MOVE TO
XFER HT
The lifter failed to retract to
the programmed Transfer
Height after a reasonable
period of time.
• The lifter cable is damaged.
• Examine the lifter cable for damage.
• Make sure the Transfer Height setting in
the Plasma Process screen is correct.
• The Gain settings for the lifter
are causing unstable motion.
• If this is a new installation, make sure the
Gain settings for the lifter are correct in
the Hypertherm CNC or in the HMI on
the Installation Data screen. See
ArcGlide axis setup parameters on
page 121.
• There is a mechanical problem
with the lifter.
• Examine the lifter for binding.
• There is a problem with the
encoder.
• Jog the motor up and down. Verify that
the position is changing and values are
incrementing correctly (torch moving
down = positive direction).
11
IHS SYNC TIMEOUT
The IHS_Sync input to the
control module was not
released within a
reasonable time and after
the IHS was complete. This
error can occur when the
ArcGlide and CNC
communicate over
Hypernet or a discrete
connection.
• The CNC is not using the
correct logic to operate this
input.
• There is a faulty input (IHS
Complete) or output
(IHS_Sync) at the CNC or
control module.
• If a CNC is using the IHS Sync signal,
the IHS Complete output must be used.
• Make sure the Hold settings within the
CNC are correct.
• Monitor the IHS Sync output from the
CNC to the THC. Force the output at
the CNC to be ON, and monitor the
IHS Sync input at the control module.
• Jump out the IHS Complete output and
verify that the IHS Complete input at the
CNC turns ON.
• The CNC I/O cable is
damaged.
• Examine the CNC I/O cable for damage.
12
TRANSFER TIMEOUT
The ArcGlide did not
receive the Transfer signal
from the plasma system
before the transfer time
elapsed
• The torch did not produce an
arc.
• Determine if the plasma system has an
error.
• Verify that the torch is firing over the
workpiece.
• Examine the plasma interface cable for
damage.
Error
Description
Causes
Solutions