Hypertherm THC ArcGlide User Manual
Page 198
198
ArcGlide THC Instruction Manual 806450
4 – Maintenance
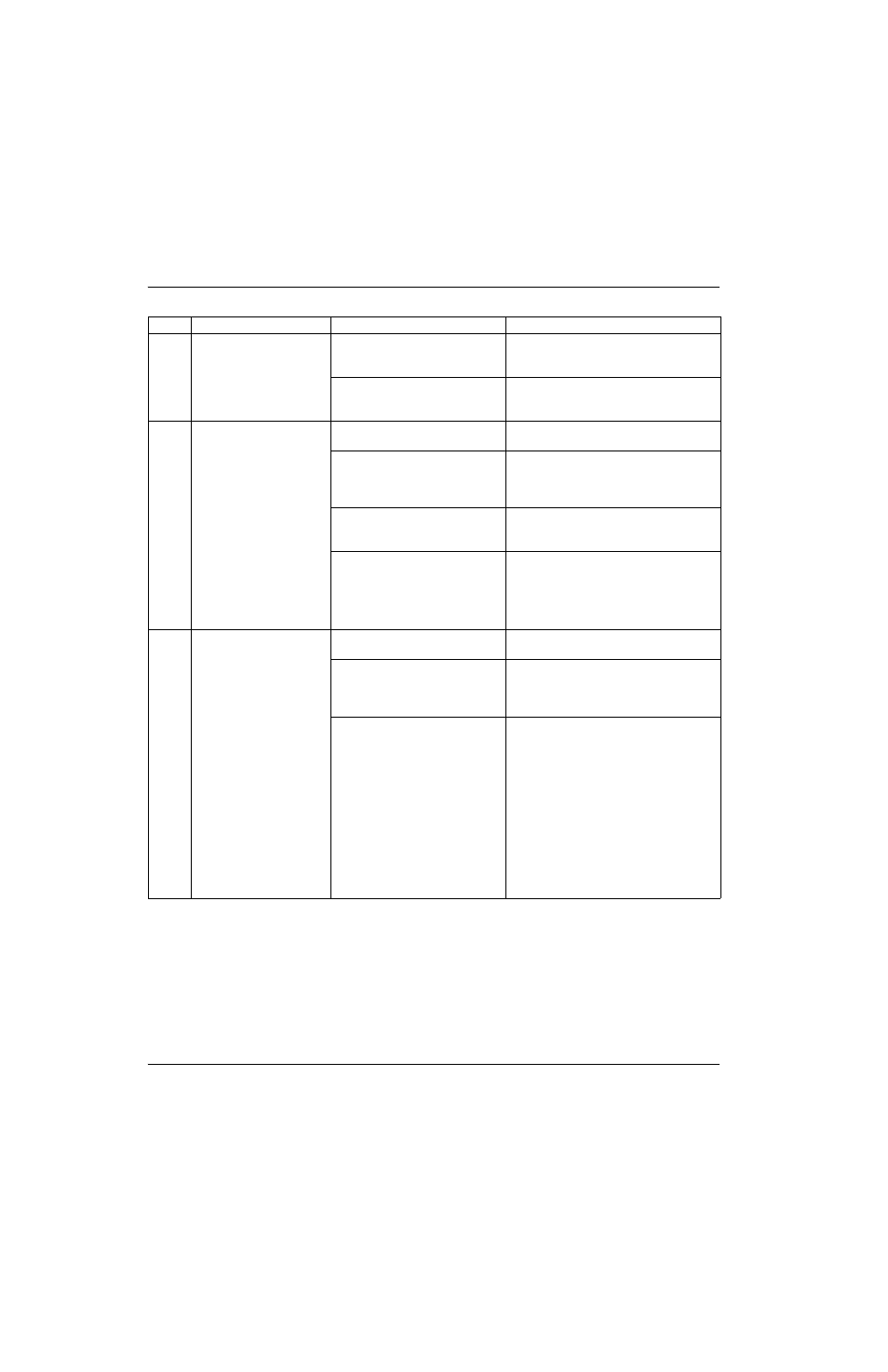
• There is a damaged or loose
work lead connection on the
plasma system.
• Examine the plasma system’s work lead
for damage or loose connections.
• There is a loose connection or
damaged plasma interface
cable.
• Examine the plasma interface cable for
damage or loose connections.
14
FAILED MOVE TO
PIERCE
The torch failed to retract to
the Pierce Height after the
arc transfer and after a
reasonable amount of time.
The torch retracts to a
Transfer Height after IHS,
which may be equal to the
Pierce Height. After ignition
and the arc transfer input
activates, the torch then
retracts to Pierce Height if
the value is not equal to
Transfer Height.
• Pierce Height is set too high.
• Verify that Pierce Height is set correctly
in the CNC or in the HMI.
• The Gain settings in the control
module are set incorrectly.
• Verify the Gain settings in the
Hypertherm CNC or in the HMI, on the
Installation Data screen. See
axis setup parameters on page 121.
• A mechanical bind is preventing
the torch from retracting after
arc transfer.
• Examine the lifter for mechanical binding
or slipping of the drive mechanism.
• A mechanical loose connection
in the lifter is preventing the
torch from retracting to the
pierce height after arc transfer.
• Examine the lifter for other mechanical
binds that are preventing the lifter from
moving.
15
FAILED MOVE CUT
HEIGHT
The torch failed to reach
the Cut Height after motion
started and after AVC delay
time expired.
After Pierce Delay (Pierce
Time in Phoenix software),
the torch goes to puddle
jump and motion starts.
The torch drops to cut
height after the cut height
delay.
At this point the AVC delay
time begins. If the position
of the lifter is not equal to
the cut height after the
AVC delay, motion stops
and the error displays.
• The Cut Height is set too low or
too high.
• Verify that the Cut Height is set correctly
in the CNC or in the HMI.
• The Gain settings shown in the
control module are set
incorrectly.
• Verify the Gain settings in the
Hypertherm CNC or in the HMI, on the
Installation Data screen. See
axis setup parameters on page 121.
• A mechanical bind is preventing
the torch from moving to the cut
height position.
• A mechanical loose connection
in the lifter is preventing the
torch from moving to the cut
height position.
• Examine the lifter for mechanical binding
or slipping of the drive mechanism.
• Examine the lifter for other mechanical
binds that are preventing the lifter from
moving.
Error
Description
Causes
Solutions