12 special functions, Traversing to a fixed stop g916, Controlled parting using lag error monitoring g917 – HEIDENHAIN CNC Pilot 4290 User Manual
Page 174
4 DIN PLUS
162
4.12 Special Functions
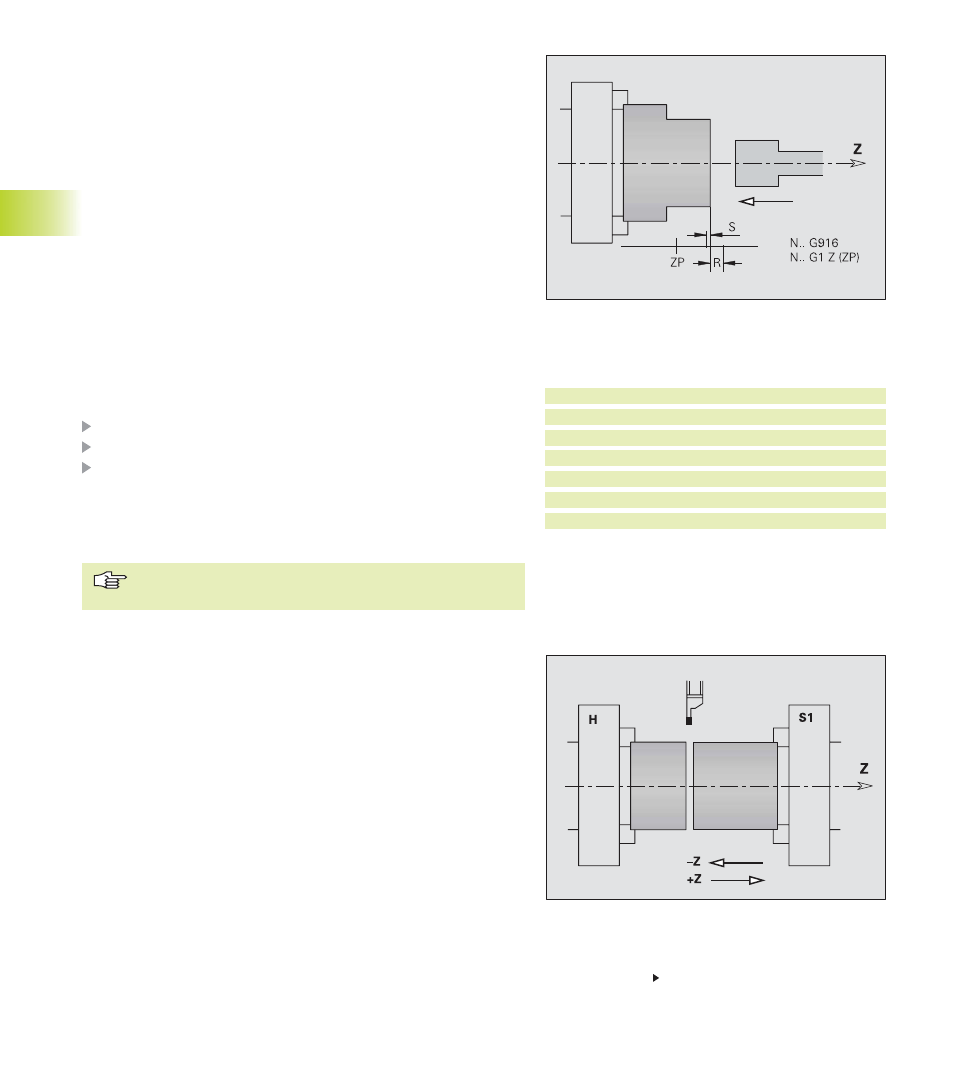
ZP:
Target position of the traverse command
S:
Lag error limit
R:
Reversing path
Example
. . .
N.. G94 F200
$2 N.. G0 Z20 [Pre-position slide 2]
$2 N.. G916 G1 Z-10 [Activate monitoring,
move to a dead stop]
. . .
Traversing to a fixed stop G916
G916 activates the “monitoring function for the traversing path.“
Then you move with G1 to a “dead stop.“ The CNC PILOT stops the
slide as soon as the following error “lag“ is reached, saves the
position and retracts by the “reversing path“ to reduce forces.
Application example
Transfer a premachined workpiece to a second traveling spindle if
you do not know the exact position of the workpiece.
In machine parameters 1012, .. ;1112, 1162, .. define the following:
■
Servo lag limit (to detect the dead stop)
■
Reversing path
The CNC PILOT
■
Sets the feed rate override to 100%
■
Moves to the dead stop and stops as soon as the servo lag
error is reached—the path remaining is deleted
■
Saves the dead stop position in the variables V901..V918
■
Retracts by the “reversing path“
■
Generates and “interpreter stop“
Programming notes:
Position the slide at a sufficient distance before the stop
Program G916 in the G1 positioning block
Program G1 as follows:
■
Target position lies behind the dead stop
■
Move only one axis
■
“Feed per minute“ must be active (G94)
Controlled parting using lag error monitoring G917
The controlled parting function (cut-off control) prevents collisions
caused by incomplete parting processes. G917 monitors the path
of traverse.
Application
■
Parting control
Move the workpiece in the positive Z direction after it has been
cut off. If a lag error occurs, the workpiece is defined as follows:
No cut-off.
■
Smooth parting control
Move the workpiece in the negative Z direction after it has been
cut off. If a lag error occurs, the workpiece is defined as follows:
No correct cut-off.
Define the following in machine parameters 1115, 1165, ..:
■
Lag limit.
■
Feed rate for the path of traverse to be monitored.
Continued
As of software version 368 650-08, the traversing-to-a-
dead-stop function can also be used for C axes.