1 1 pr epar e – HEIDENHAIN CNC Pilot 4290 User Manual
Page 293
HEIDENHAIN CNC PILOT 4290
281
■
Before rechucking, save the working
plan, etc. for machining the first setup.
When you use the rechucking function,
TURN PLUS deletes the previous working
plan and the operating resources used.
■
Rechucking is no substitute for chucking.
6.1
1 Pr
epar
e
Continued
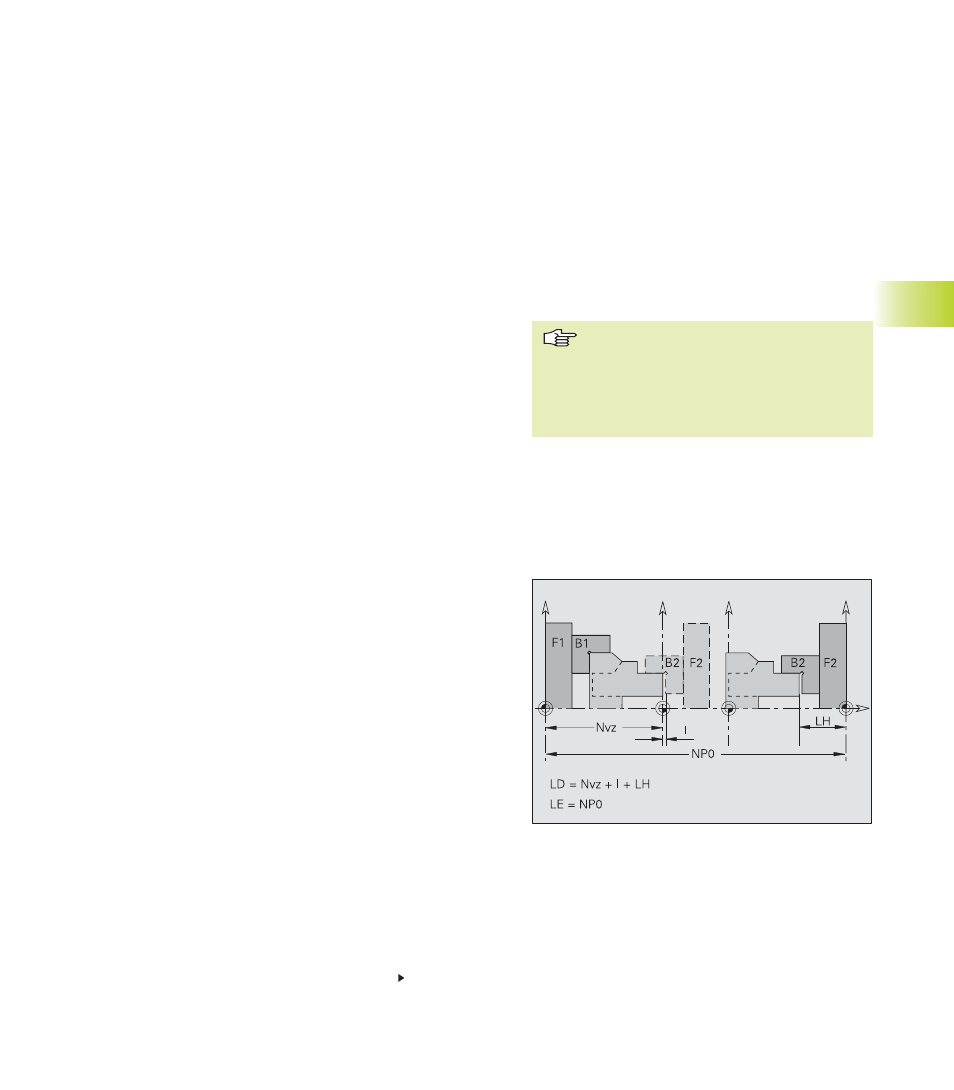
■
F1/B1, F2/B2: Chuck/Chuck jaw for main and
opposing spindle
■
Nvz: Zero point shift (G59, ...)
■
I: Safety clearance on workpiece blank
(machining parameter 2)
■
NP0: Zero point offset (e.g. machine parameter
1164 for Z axis $1)
Defining the cutting limit
Menu item: ”Clamp – Cutting limitation”
TURN PLUS finds the ”cutting limitation for AWG” on the outside and
inside of the contour at ”Clamp – Spindle side.” You can edit or add to
the values.
The cutting limit is displayed as a red line.
Deleting the chucking data
Menu item: ”Chucking – Delete chuck plan”
Deletes all data for tool clamping and all entered cutting limitations.
Rechucking
Rechuck - Standard machining
Use ”Rechuck - Standard machining” for front-face and rear-face
machining with separate NC programs.
TURN PLUS
■
”flips” the workpiece (blank and finished part) and shifts the zero
point by ”Nvz”
■
Rotates lateral surface contour or contours of the YZ plane about
”Wvc”
■
Deletes the chucking equipment of the first setup.
”Rechuck workpiece” parameters
Nvz:
Zero point shift (proposed value: length of the finished
contour)
Wvc:
Angular shift
”Rechuck – Complete machining 1st chucking after 2nd
chucking”
Starts machining of the second setup.
First define the chucking equipment. Then,TURN PLUS activates an
expert program (from machining parameter 21) for workpiece
transfer. Which expert program is used depends on the entry ”1st
setup of spindle .. – 2nd setup of spindle ..” in the program header:
■
Same spindle (manual rechucking): Enter ”UP-UMHAND”
■
Different spindles (transfer of workpiece to the opposing spindle):
Enter ”UP-UMKOMPL”
Expert programs are provided by the machine tool builder. That is why
there may be deviations in the parameters described below. Use the
expert program or the machine manual to inform yourself of the
meaning of the parameters and the process of the expert program.