1 t ool d atabase – HEIDENHAIN CNC Pilot 4290 User Manual
Page 398
8 Operating Resources
386
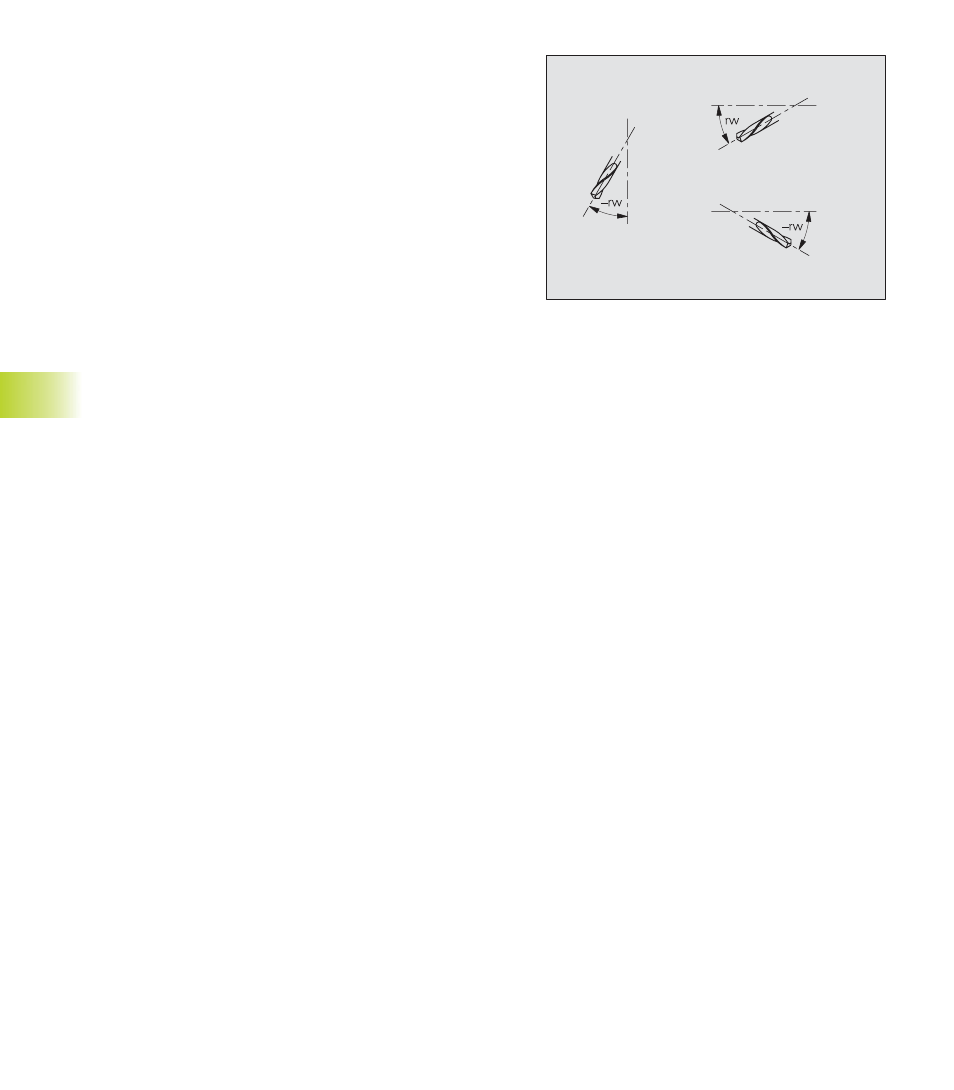
Dimension of ”Position angle rw”
■
CSP correction: Cutting speed
FDR correction: Feed rate
Deep correction: Cutting depth
TURN PLUS multiplies the cutting data from the technology
database by the compensation values entered here.
■
Mount type – is used for lathes with different tool holders. The tool
is used if it has the same mount type as is defined for this pocket
(see machine parameter 511, ...).
■
The ”mount type” influences tool selection and positioning in
TURN PLUS.
■
The function ”Set up tool table” checks whether the tool can be
used on the designated turret position.
■
Angle of orientation (rw):Defines the deviation from the main
machining direction in the mathematically positive direction of
rotation (–90° < rw < +90°).
TURN PLUS only uses drilling and milling tools machining in
direction of or at right angles to the principal axis.
■
Tooth number: Used for ”G93 feed rate per tooth”
■
Salient length (ax) – for drilling and milling tools:
■
Axial tools: ax = Distance from tool reference point to the upper
edge of the holder.
■
Radial tools: ax = Distance from tool reference point to the lower
edge of the holder (also for drilling/milling tools clamped in a chuck).
8.1 T
ool
D
atabase