HEIDENHAIN CNC Pilot 4290 User Manual
Page 312
6 TURN PLUS
300
Types of machining for holes
The IAG generates the following drilling and boring cycles:
■
Centric predrilling: G74
■
Centering: G72
■
Drilling
– No deep-hole-drilling parameter set: G71
– deep-hole-drilling parameter set: G74
■
Countersinking: G72
■
Counterboring: G72
■
Reaming: G71
■
Tapping: G73
■
Centering and sinking: G72
■
Drilling and sinking: G72
■
Drilling and thread: G73
■
Drilling and reaming: G71 or G74
For
■
Stationary tools: For drilling at the center of workpiece rotation
■
Driven tools: For C-axis machining
Feed rate reduction factor
For blind drilling and/or through drilling you can define a feed rate
reduction of 50%. The feed rate reduction for through drilling is
switched on depending on the type of tool:
■
Boring bar with indexable inserts and twist drills with 180° drilling
angle: Feed-rate reduction switched on at drill tip – 2 * safety
clearance
■
Other tools: Tool tip – length of first cut – safety clearance
(length of first cut = tool tip; safety clearance: see ”Machining
Parameter 9 Drilling or G47, G147”)
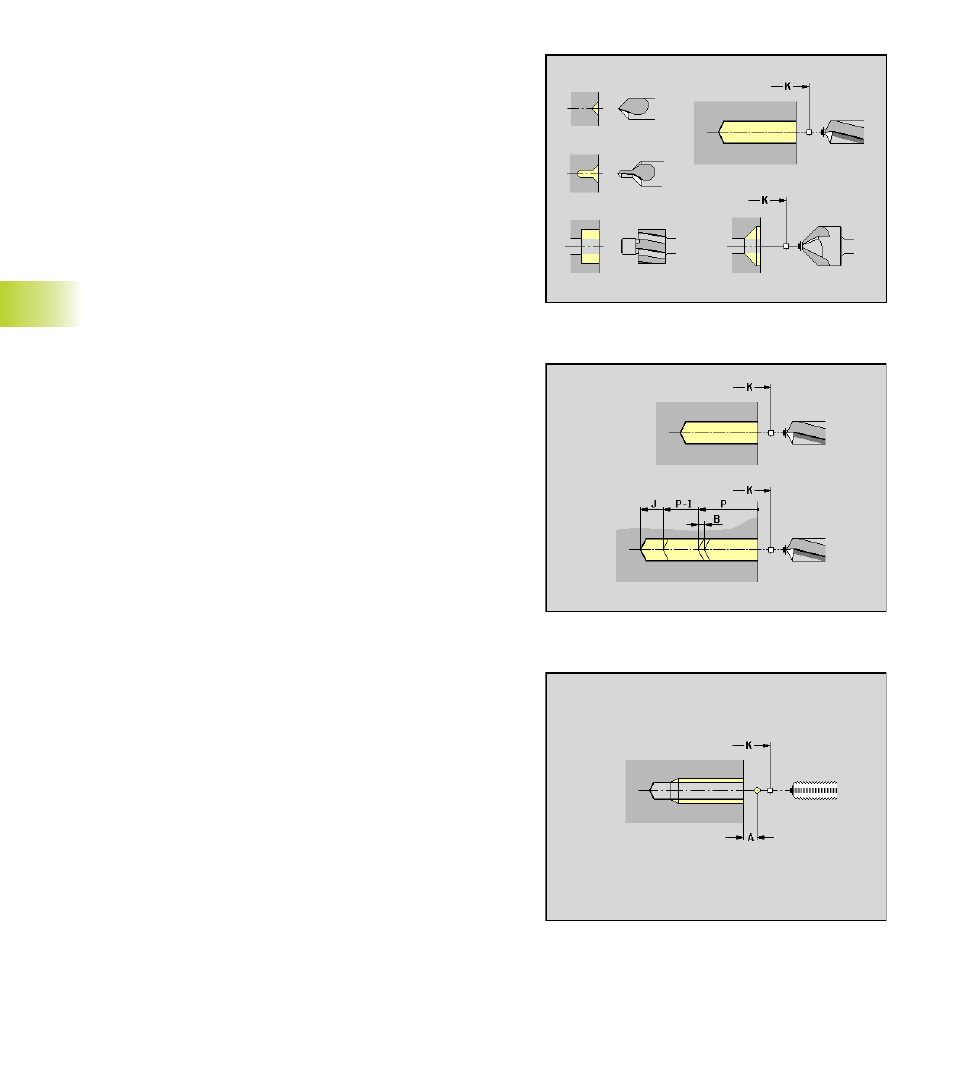
Parameters
K:
Retraction plane – default: Return to the starting position or
to the safety clearance
D:
Retract (”continue” soft key)
■
At feed rate
■
At rapid traverse
E:
(Dwell time for) cutting free
F50%: Feed rate reduction – see soft key table
Parameters (special deep-hole drilling)
P:
1st drilling depth
J:
Minimum drilling depth
I:
Reduction of depth (reduction value)
B:
Retraction value (return distance) – default: Retract to
starting point of hole
Parameters (special tapping)
A:
Slope length – default: Machining Parameter 7 ”Thread
starting length [GAL]”
S:
Retraction speed – default: Tapping speed
6.12 Int
er
activ
e
W
o
rking Plan Gener
ation (IWG)