1 s witc h-on, s witc h-of f, ref er ence run, 1 switch-on, switch-off, reference run – HEIDENHAIN CNC Pilot 4290 User Manual
Page 34
3 Manual Control and Automatic mode
22
3.1 S
witc
h-On,
S
witc
h-Of
f,
Ref
er
ence Run
■
The Sequence, in which the axis make their reference
run is defined in machine parameters 203, 253, .. .
■
Exiting the ”Reference automatic” dialog box: Press
Cycle stop
The software limit switches are active only after you
have traversed the reference marks.
3.1
Switch-On, Switch-Off,
Reference Run
3.1.1
Switch-On and Traversing the
Reference Marks
In the screen dialog line, the CNC PILOT shows you
step by step how to proceed when starting the
system. The the CNC PILOT asks you to select an
operating mode.
Whether the reference run is necessary depends on
the encoders installed in your machine:
■
EnDat encoder: Reference run is not necessary
■
Distance-coded encoders: The position of the axes
is ascertained after a short reference run
■
Standard encoder: The axes move to familiar,
machine-based points
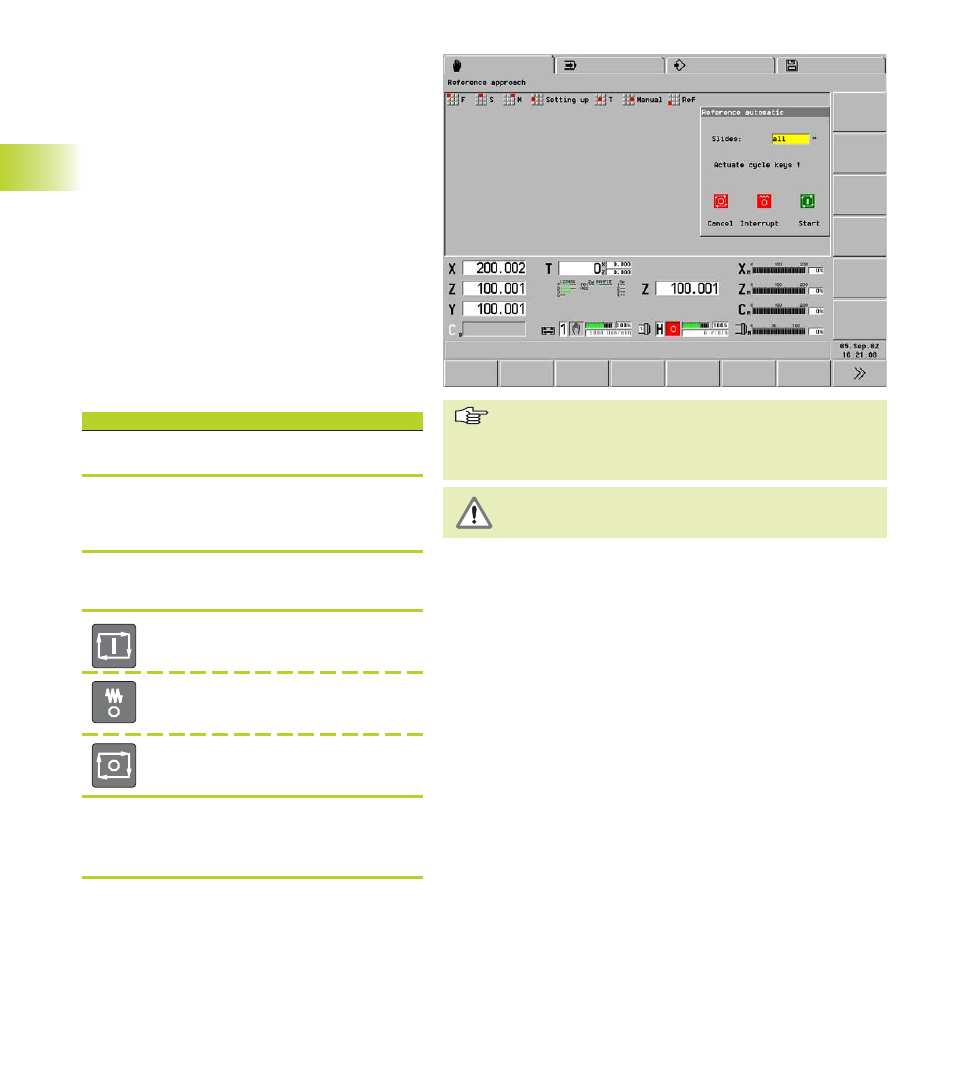
”Reference automatic” means that all axes make
reference runs. ”Reference jog” only one axis does.
Reference automatic (all axes)
Select ”Ref – Reference automatic.”
<
”Status of reference run approach” informs you of
the current status. Axes that have not been
referenced are shown in gray.
<
Either set the slides that need to find a reference or
set ”All slides” (”reference automatic” dialog box)
<
The axis move to find the reference
Interrupts the reference run. Cycle
start resumes the run.
Cancels the reference run
<
After completion of the reference run:
■
The position display is activated.
■
The automatic mode is selectable.
Monitoring the EnDat encoders
If your machine is equipped with EnDat encoders, the control saves
the axis positions during switch-off. During switch-on, the CNC PILOT
compares for each axis the position during switch-on with the position
saved during switch-off.
If there is a difference, one of the following messages appears:
■
”Axis was moved after the machine was switched off.”
Check the current position and confirm it if the axis was in fact
moved.
■
”Saved encoder position of the axis is invalid”
This message is correct if the control has been switched on for the
first time, or if the encoder or other control components involved
were exchanged.
■
”Parameters were changed. Saved encoder position of the axis is
invalid.”
This message is correct if configuration parameters were changed.
The cause for one of the messages listed above could be a defect in
the encoder or in the control. Please contact your machine supplier if
the problem recurs.