Hypertherm Phoenix 8.0 User Manual
Page 287
Part Options
280
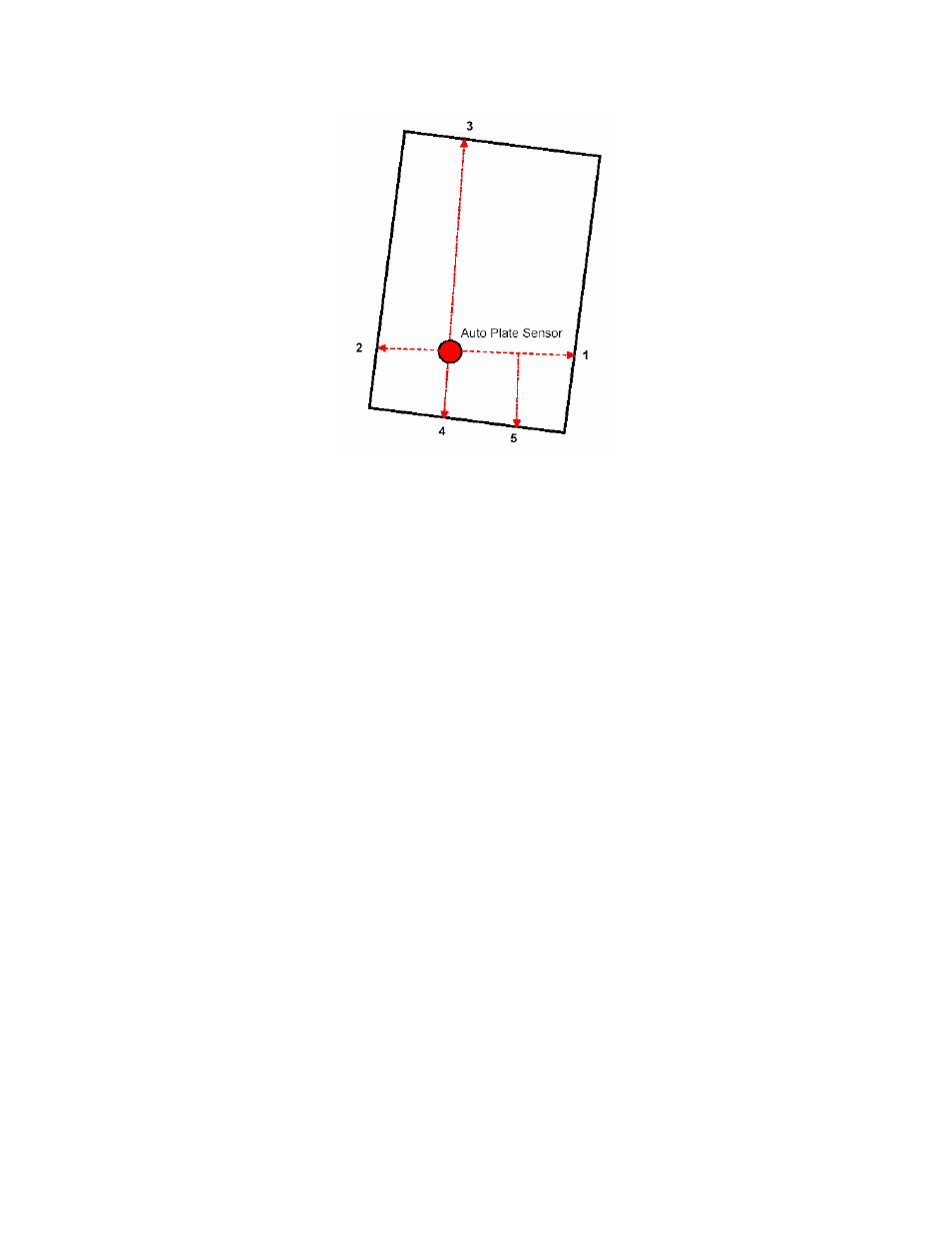
After the sensor detects all 5 reference points, the CNC positions the sensor or the torch
at the starting point of the part program.
The values for Scrap Clearance and Start Corner on the Align screen contribute to the
calculation of the final position for the alignment and the start point of the part program.
The APA function also enters the values for the dimensions of the plate in the appropriate
fields in the Setup screen.
The part program can be executed automatically at the end of the alignment if Auto Start
after APA is enabled on the process Setup screen or it can wait for the start of the cycle.
Three Point Alignment
During a 3-point alignment, the CNC commands motion of the sensor around the plate
and searches for the edges of the plate at 3 reference points After the sensor detects the 3
reference points, the CNC positions the sensor or the torch at the starting point of the part
program with the calculated alignment and skew.
Program Code
To configure APA within a part program, you must add EIA program codes to the
beginning for the part program. The parameters remain in effect until they are changed
or the CNC is restarted.
Three point alignment distance and speeds can be defined with the following EIA format
program code:
G66D100B300C30
• G66 = 3-point alignment command
• Dvalue = Distance between two plate edge reference points
• Bvalue = Rapid feed rate for distance (D) motion