Low preheat fuel gas options, Oxyfuel cut sequence – Hypertherm V9 Series Phoenix Rev.11 User Manual
Page 262
262
Phoenix 9.76.0 Installation and Setup Manual 806410
15 – Oxyfuel Application
Low preheat fuel gas options
Hypertherm CNCs provide the ability to control a low preheat fuel gas channel. This channel can be used in different
ways.
Wire the Low Preheat Select input to the operator console. This input can function as an on/off switch for the oxyfuel
system. When Low Preheat Select turns on, the CNC turns on the Low Preheat Control output and opens the low
pressure fuel gas channel. In some oxyfuel cutting systems the low pressure fuel gas remains on throughout
operation so that the operator can manually change the fuel gas pressure or the torch can remain lit between cuts.
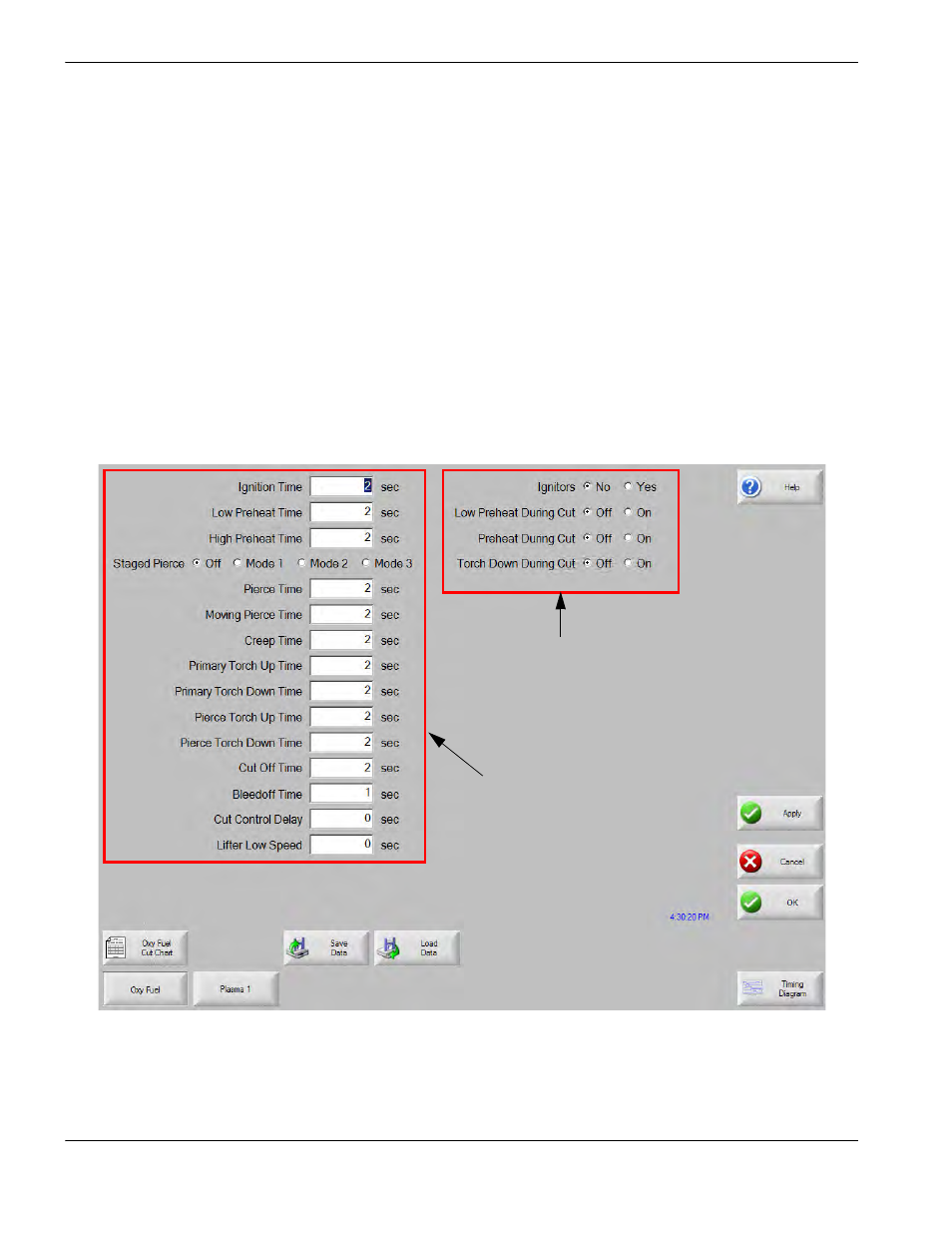
On the Oxyfuel Process screen, the Low Preheat during Cut parameter forces the Low Preheat Control output to
stay on. You can use this method as an alternative to having the Low Preheat Select input wired to the operator
console.
Oxyfuel cut sequence
The oxyfuel cut sequence follows these steps. All timers referred to below are located on the Oxyfuel Process screen
(Setups > Process > Oxyfuel).
These timers sequence the outputs that
control the gases and torch movement
in the oxyfuel cutting system.
These parameters affect the torch
for each cut.