Transverse or rail axis – Hypertherm V9 Series Phoenix Rev.11 User Manual
Page 60
60
Phoenix 9.76.0 Installation and Setup Manual 806410
2 – Machine Setup
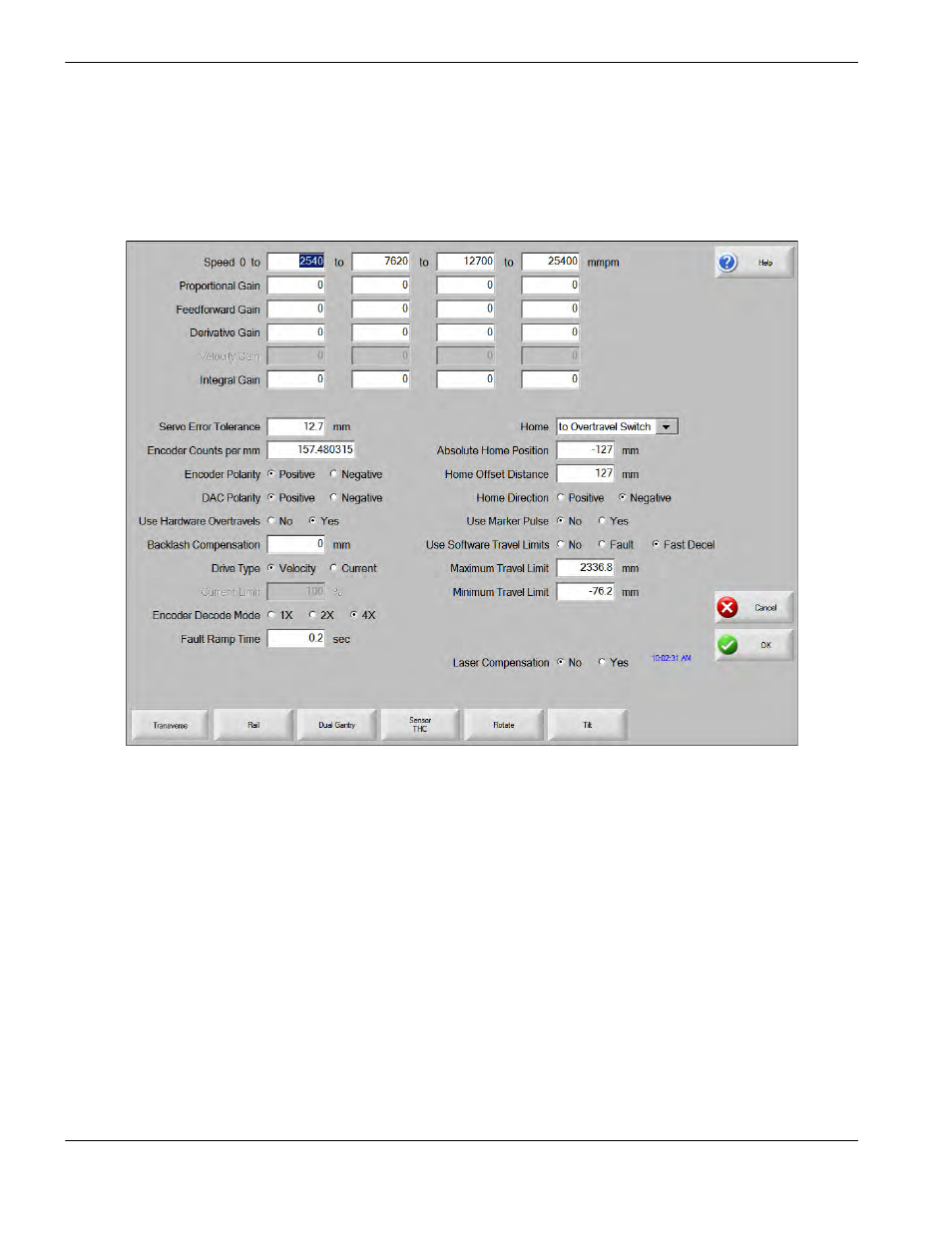
Transverse or Rail Axis
The following screen is identical for both the traverse and rail setup.
The CNC comes with both an advanced position and velocity servo loop. The following parameters are available to help
configure the servo loops for your specific drive and mechanical system.
Speed 0 To: Enter speed ranges or breaks. You can set drive tuning parameters (gains) for each speed break. The
speed breaks can be entered here or on the Speed screen. On the Speeds screen you can enter an
Acceleration Rate for each speed break.
Proportional Gain: Proportional gain correlates to elastic stiffness in the control loop. The range of values for this field
is 1 to 500, although setting from 40 to 60 are usual.
Increase the proportional gain to increase the static stiffness, but decrease the response of the servo loop.
Under a proportional loop control, the drive system applies a restoring torque to the motor in proportion to
the position error of the axis. If proportional gain too high, the system and axis become unstable. During
cutting, the torch can overshoot the path. This is also called a “hot” control loop.
If proportional gain is too low, the system response is not precise. This can be seen in the test pattern when
the outside corners become rounded and not all the circle segments meet in the center.
Integral Gain: Integral gain improves the positioning accuracy of the control loop. Integral gain can be used to
compensate for static friction or gravity. Excessive integral gain can result in system instability. For most
shape cutting machines, this parameter should be set to zero (0).