2 fundamentals of path functions, Programming tool movements for workpiece machining, Fundamentals of path functions – HEIDENHAIN TNC 620 (81760x-02) ISO programming User Manual
Page 202
Programming: Programming contours
6.2
Fundamentals of path functions
6
202
TNC 620 | User's ManualDIN/ISO Programming | 2/2015
6.2
Fundamentals of path functions
Programming tool movements for workpiece
machining
You create a part program by programming the path functions for
the individual contour elements in sequence. You usually do this
by entering
the coordinates of the end points of the contour
elements
given in the production drawing. The TNC calculates the
actual path of the tool from these coordinates, and from the tool
data and radius compensation.
The TNC moves all axes programmed in a single block
simultaneously.
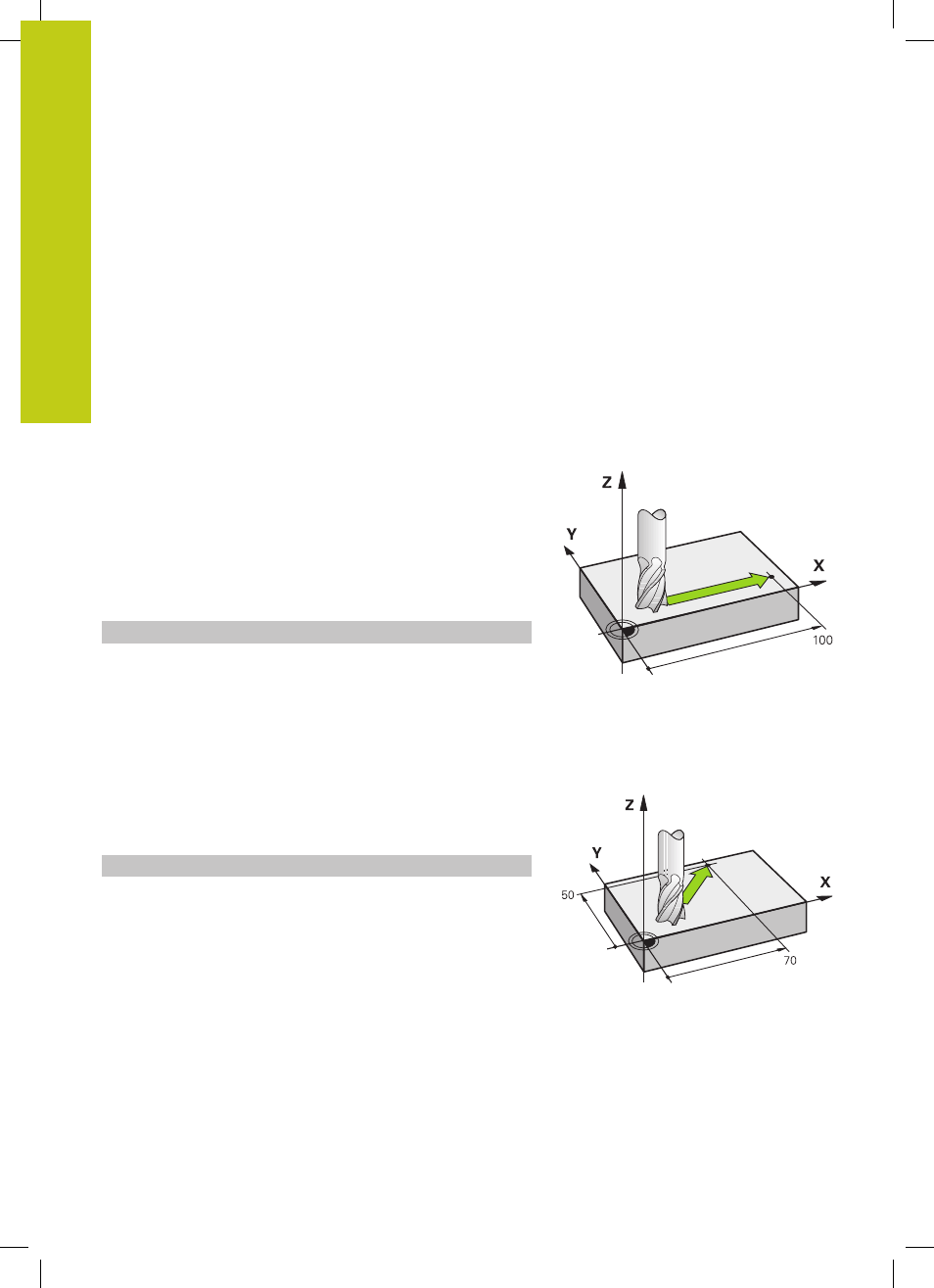
Movement parallel to the machine axes
The program block contains only one coordinate. The TNC thus
moves the tool parallel to the programmed axis.
Depending on the individual machine tool, the part program
is executed by movement of either the tool or the machine
table on which the workpiece is clamped. Nevertheless, you
always program path contours as if the tool were moving and the
workpiece remaining stationary.
Example:
N50 G00 X+100 *
N50
Block number
G00
Path function "straight line at rapid traverse"
X+100
Coordinate of the end point
The tool retains the Y and Z coordinates and moves to the position
X=100. See figure.
Movement in the main planes
The program block contains two coordinates. The TNC thus moves
the tool in the programmed plane.
Example
N50 G00 X+70 Y+50 *
The tool retains the Z coordinate and moves in the XY plane to the
position X=70, Y=50 (see figure).