2 subprograms, Operating sequence, Programming notes – HEIDENHAIN TNC 620 (81760x-02) ISO programming User Manual
Page 271: Programming a subprogram, Subprograms, Subprograms 8.2
Subprograms
8.2
8
TNC 620 | User's ManualDIN/ISO Programming | 2/2015
271
8.2
Subprograms
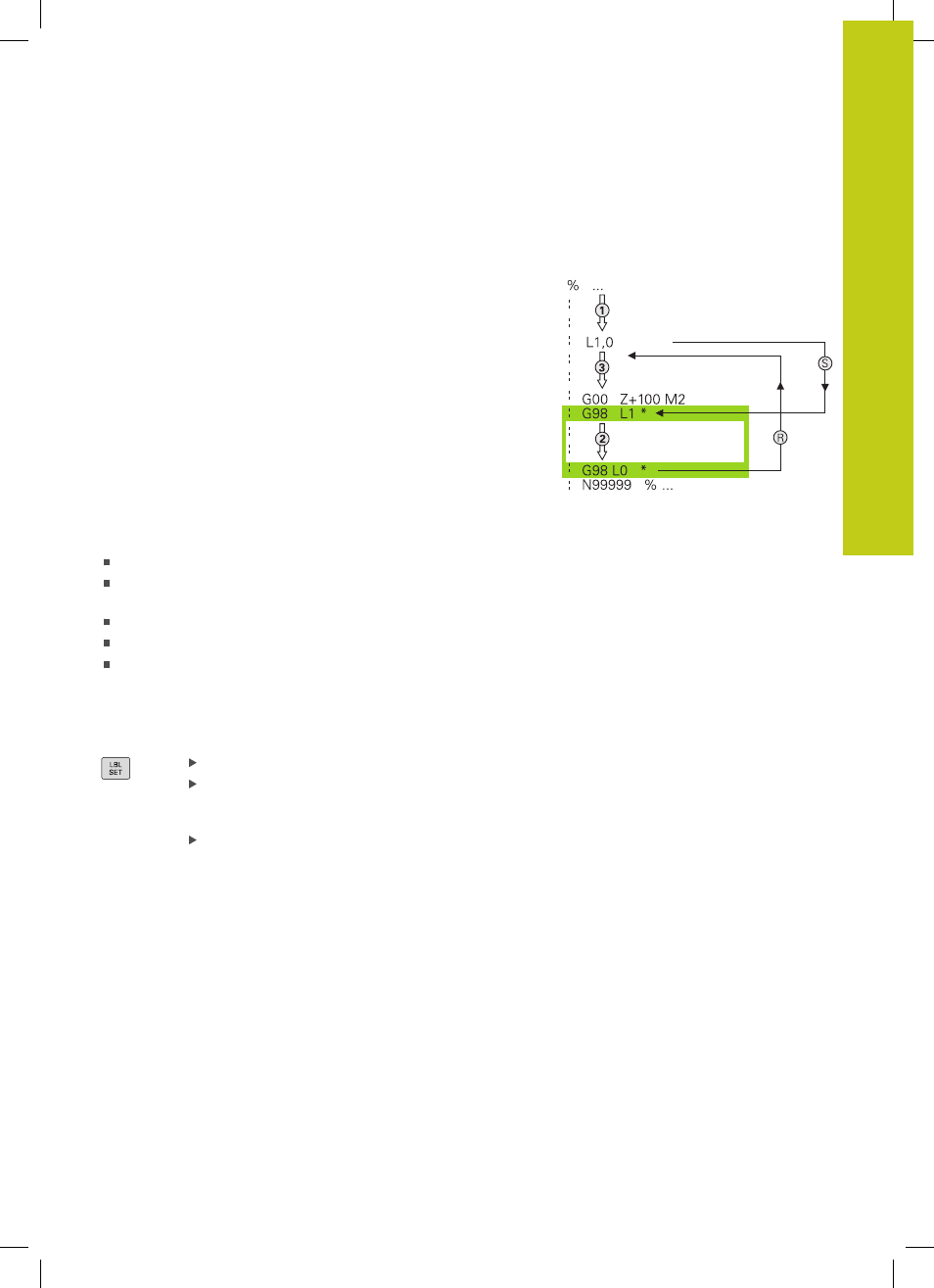
Operating sequence
1 The TNC executes the part program up to calling a subprogram,
Ln.0.
2 The subprogram is then executed from beginning to end,
G98
L0.
3 The TNC then resumes the part program from the block after
the subprogram call
Ln.0
Programming notes
A main program can contain any number of subprograms
You can call subprograms in any sequence and as often as
desired
A subprogram cannot call itself
Write subprograms after the block with M2 or M30
If subprograms are located before the block with M2 or M30
in the part program, they will be executed at least once even if
they are not called
Programming a subprogram
To mark the beginning, press the LBL SET key
Enter the subprogram number. If you want to use
a label name, press the
LBL NAME soft key to
switch to text entry
To mark the end, press the LBL SET key and enter
the label number "0"