Circular path c around circle center cc, Path contours - cartesian coordinates 6.4 – HEIDENHAIN TNC 620 (81760x-02) ISO programming User Manual
Page 221
Path contours - Cartesian coordinates
6.4
6
TNC 620 | User's ManualDIN/ISO Programming | 2/2015
221
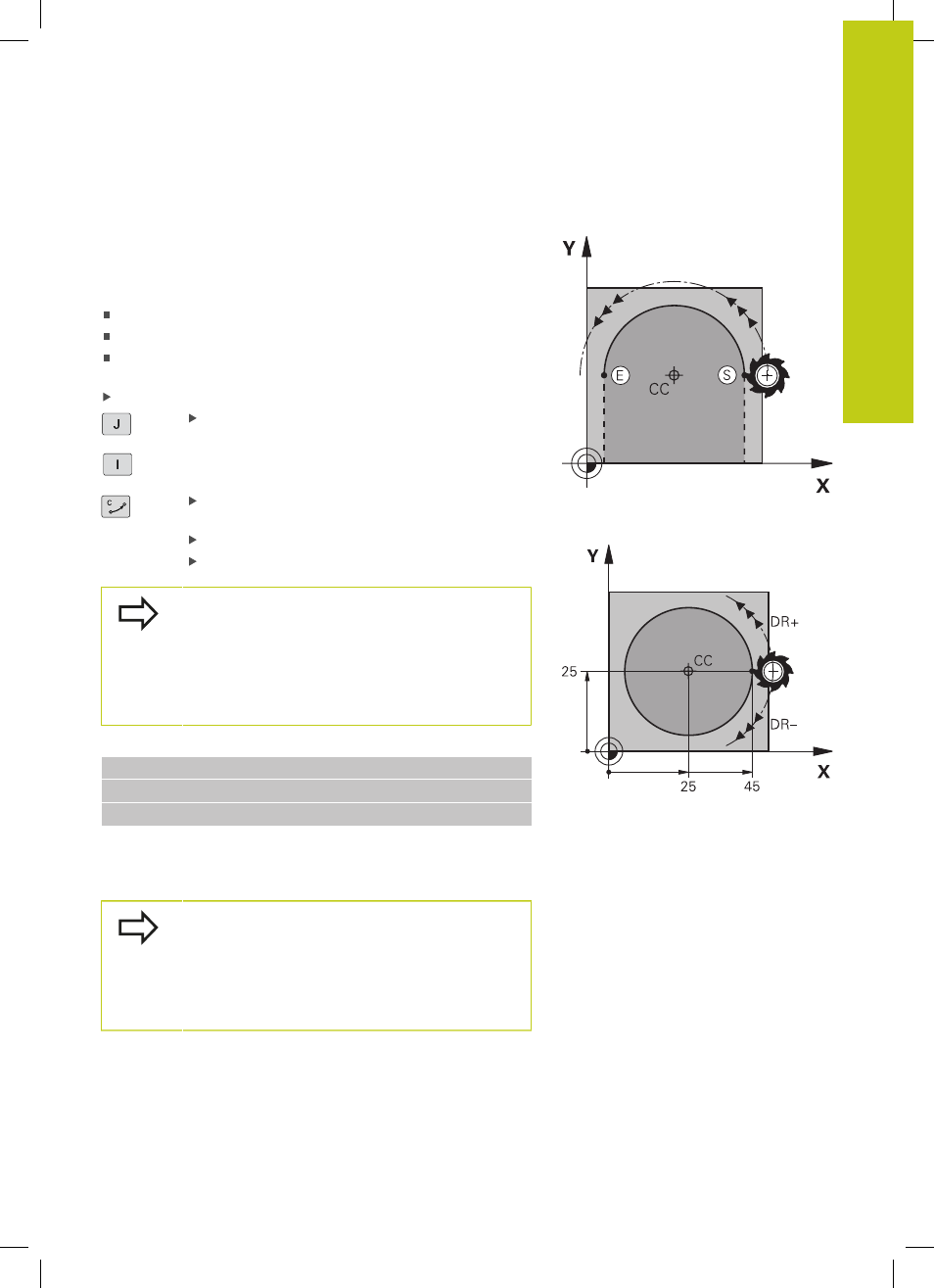
Circular path
C around circle center CC
Before programming a circular arc, you must first enter the circle
center
I, J. The last programmed tool position will be the starting
point of the arc.
Direction of rotation
In clockwise direction:
G02
In counterclockwise direction:
G03
Without programmed direction:
G05. The TNC traverses the
circular arc with the last programmed direction of rotation
Move the tool to the circle starting point
Enter the coordinates of the circle center
Enter the
coordinates of the arc end point, and if
necessary:
Feed rate F
Miscellaneous function M
The TNC normally makes circular movements in the
active working plane. If you program circular arcs that
do not lie in the active working plane, e.g.
G2 Z... X...
with a tool axis Z, and at the same time rotate this
movement, then the TNC moves the tool in a spatial
arc, which means a circular arc in 3 axes (software
option 8).
Example NC blocks
N50 I+25 J+25 *
N60 G01 G42 X+45 Y+25 F200 M3 *
N70 G03 X+45 Y+25 *
Full circle
For the end point, enter the same point that you used for the
starting point.
The starting and end points of the arc must lie on the
circle.
Input tolerance: up to 0.016 mm (selected through
the
circleDeviation machine parameter).
Smallest possible circle that the TNC can traverse:
0.0016 µm.