6 datum setting without a 3-d touch probe, Note, Preparation – HEIDENHAIN TNC 620 (81760x-02) ISO programming User Manual
Page 459: Setting datum with an end mill, Datum setting without a 3-d touch probe, See "datum setting, Datum setting without a 3-d touch probe 14.6
Datum setting without a 3-D touch probe 14.6
14
TNC 620 | User's ManualDIN/ISO Programming | 2/2015
459
14.6
Datum setting without a 3-D touch
probe
Note
Setting the datum with a 3-D touch probe: see
"Datum setting with 3-D touch probe (option 17)",
You fix a datum by setting the TNC position display to the
coordinates of a known position on the workpiece.
Preparation
Clamp and align the workpiece
Insert the zero tool with known radius into the spindle
Ensure that the TNC is showing the actual position values
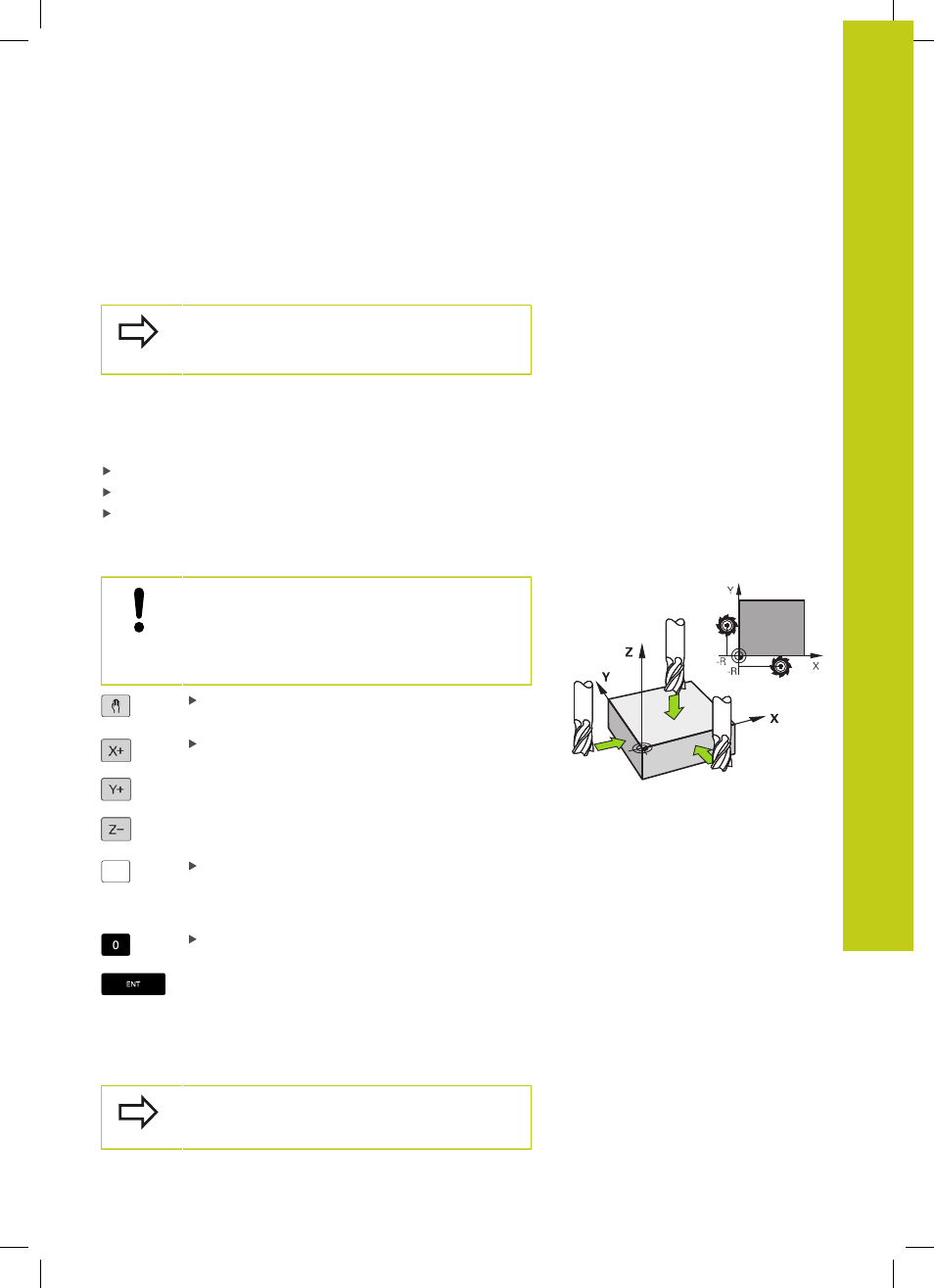
Setting datum with an end mill
Protective measure
If the workpiece surface must not be scratched, you
can lay a metal shim of known thickness d on it.
Then enter a tool axis datum value that is larger than
the desired datum by the value d.
Select the
Manual Operation mode
Move the tool slowly until it touches (scratches)
the workpiece surface
Z
Select the axis
DATUM SETTING Z=
Zero tool in spindle axis: Set the display to a
known workpiece position (e.g. 0) or enter the
thickness d of the shim. In the tool axis, offset the
tool radius
Repeat the process for the remaining axes.
If you are using a preset tool, set the display of the tool axis to the
length L of the tool or enter the sum Z=L+d
The TNC automatically saves the datum set with the
axis keys in line 0 of the preset table.