4 path contours - cartesian coordinates, Overview of path functions, Programming path functions – HEIDENHAIN TNC 620 (81760x-02) ISO programming User Manual
Page 216: Path contours - cartesian coordinates
Programming: Programming contours
6.4
Path contours - Cartesian coordinates
6
216
TNC 620 | User's ManualDIN/ISO Programming | 2/2015
6.4
Path contours - Cartesian coordinates
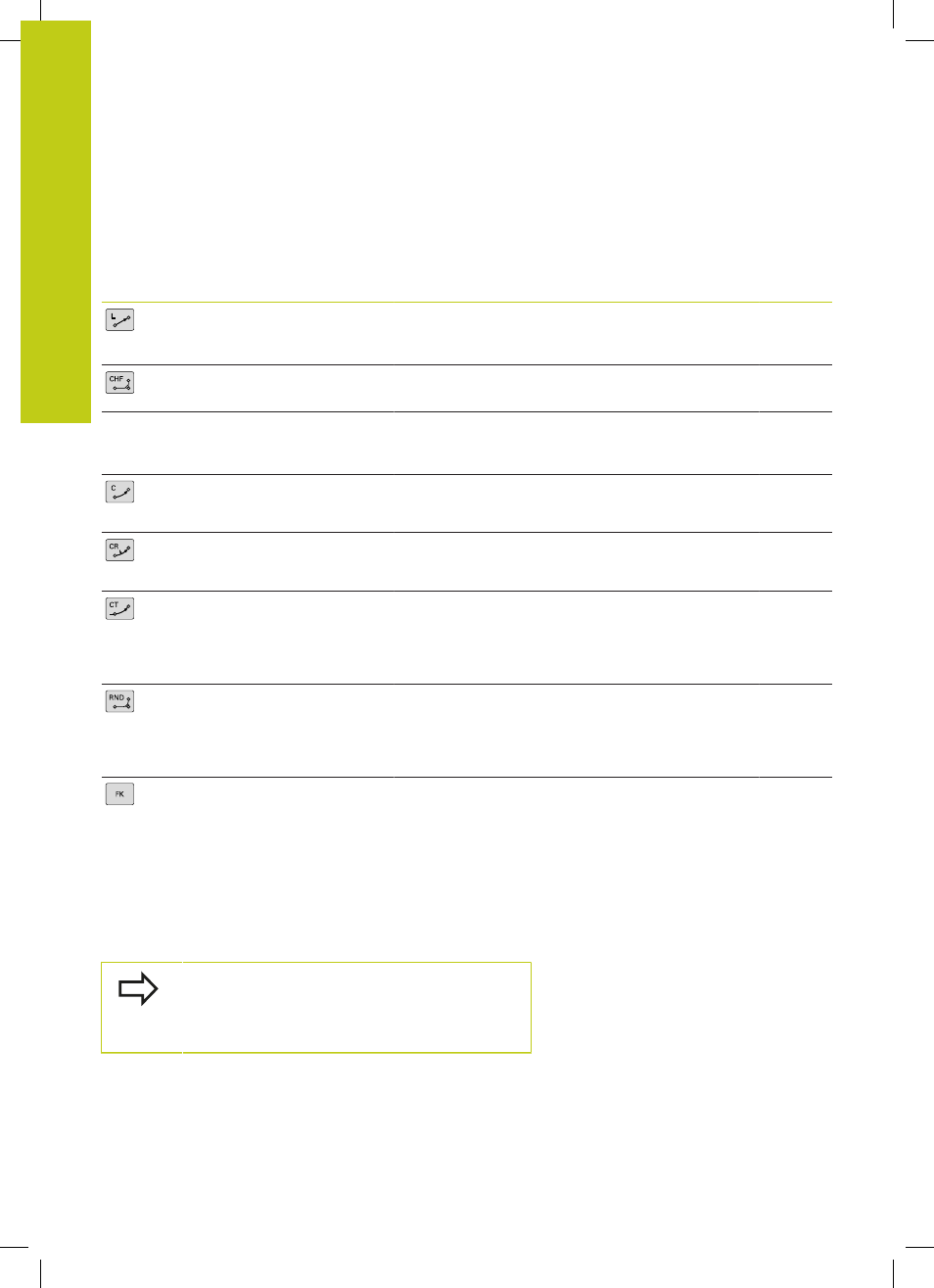
Overview of path functions
Path function key
Function
Tool movement
Required input
Page
Straight line
L
G00 and G01
Straight line
Coordinates of the end
point of the straight line
Chamfer:
CHF
G24
Chamfer between two
straight lines
Chamfer side length
Circle center
CC
I and J
None
Coordinates of the circle
center or pole
Circular arc
C
G02 and G03
Circular arc around a
circle center CC to an arc
end point
Coordinates of the arc
end point, direction of
rotation
Circular arc
CR
G05
Circular arc with a certain
radius
Coordinates of the arc
end point, arc radius,
direction of rotation
Kreisbogen
CT
G06
Circular arc with
tangential connection
to the preceding and
subsequent contour
elements
Coordinates of the arc
end point
Corner rounding
RND
G25
Circular arc with
tangential connection
to the preceding and
subsequent contour
elements
Rounding radius R
FK
free contour
programming
Straight line or circular
path with any connection
to the preceding contour
element
Programming path functions
You can program path functions conveniently by using the gray path
function keys. In further dialogs, you are prompted by the TNC to
make the required entries.
If you enter DIN/ISO functions via a connected USB
keyboard, make sure that capitalization is active.
At the start of the block the control automatically
writes in capitals.