Application, G42) – HEIDENHAIN TNC 620 (81760x-02) ISO programming User Manual
Page 422
Programming: Multiple axis machining
12.5 Peripheral milling: 3-D radius compensation with M128 and radius
compensation (G41/G42)
12
422
TNC 620 | User's ManualDIN/ISO Programming | 2/2015
12.5
Peripheral milling: 3-D radius
compensation with M128 and radius
compensation (G41/G42)
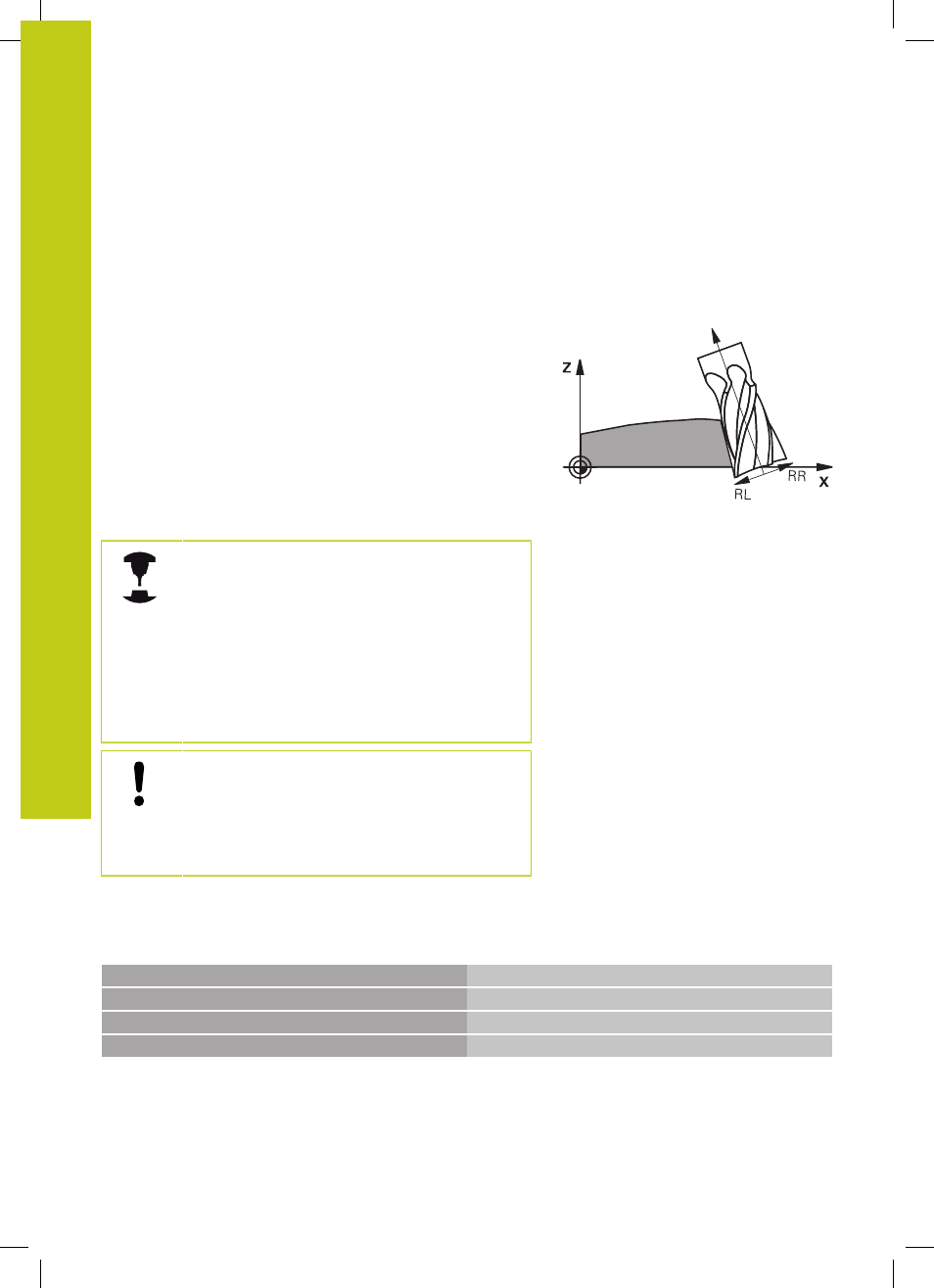
Application
With peripheral milling, the TNC displaces the tool perpendicular
to the direction of movement and perpendicular to the tool
direction by the sum of the delta values
DR (tool table and T block).
Determine the compensation direction with radius compensation
G41/G42 (see figure at upper right, traverse direction Y+).
For the TNC to be able to reach the set tool orientation, you need
to activate the function
M128 see "Maintaining the position of the
tool tip when positioning with tilted axes (TCPM): M128 (option 9)",
page 417 and subsequently the tool radius compensation. The TNC
then positions the rotary axes automatically so that the tool can
reach the orientation defined by the coordinates of the rotary axes
with the active compensation.
This function is possible only on machines for which
you can define spatial angles for the tilting axis
configuration. Refer to your machine manual.
The TNC is not able to automatically position the
rotary axes on all machines.
Refer to your machine manual.
Note that the TNC makes a compensating
movement by the defined
delta values
. The tool
radius R defined in the tool table has no effect on the
compensation.
Danger of collision!
On machines whose rotary axes only allow limited
traverse, sometimes automatic positioning can
require the table to be rotated by 180°. In this case,
make sure that the tool head does not collide with
the workpiece or the clamps.
You can define the tool orientation in a G01 block as described
below.
Example: Definition of the tool orientation with M128 and the
coordinates of the rotary axes
N10 G00 G90 X-20 Y+0 Z+0 B+0 C+0 *
Pre-position
N20 M128 *
Activate M128
N30 G01 G42 X+0 Y+0 Z+0 B+0 C+0 F1000 *
Activate radius compensation
N40 X+50 Y+0 Z+0 B-30 C+0 *
Position the rotary axis (tool orientation)