Circleg02/g03/g05 with defined radius – HEIDENHAIN TNC 620 (81760x-02) ISO programming User Manual
Page 222
Programming: Programming contours
6.4
Path contours - Cartesian coordinates
6
222
TNC 620 | User's ManualDIN/ISO Programming | 2/2015
CircleG02/G03/G05 with defined radius
The tool moves on a circular path with the radius R.
Direction of rotation
In clockwise direction:
G02
In counterclockwise direction:
G03
Without programmed direction:
G05. The TNC traverses the
circular arc with the last programmed direction of rotation
Coordinates of the arc end point
Radius R (the algebraic sign determines the size of
the arc)
Miscellaneous function M
Feed rate F
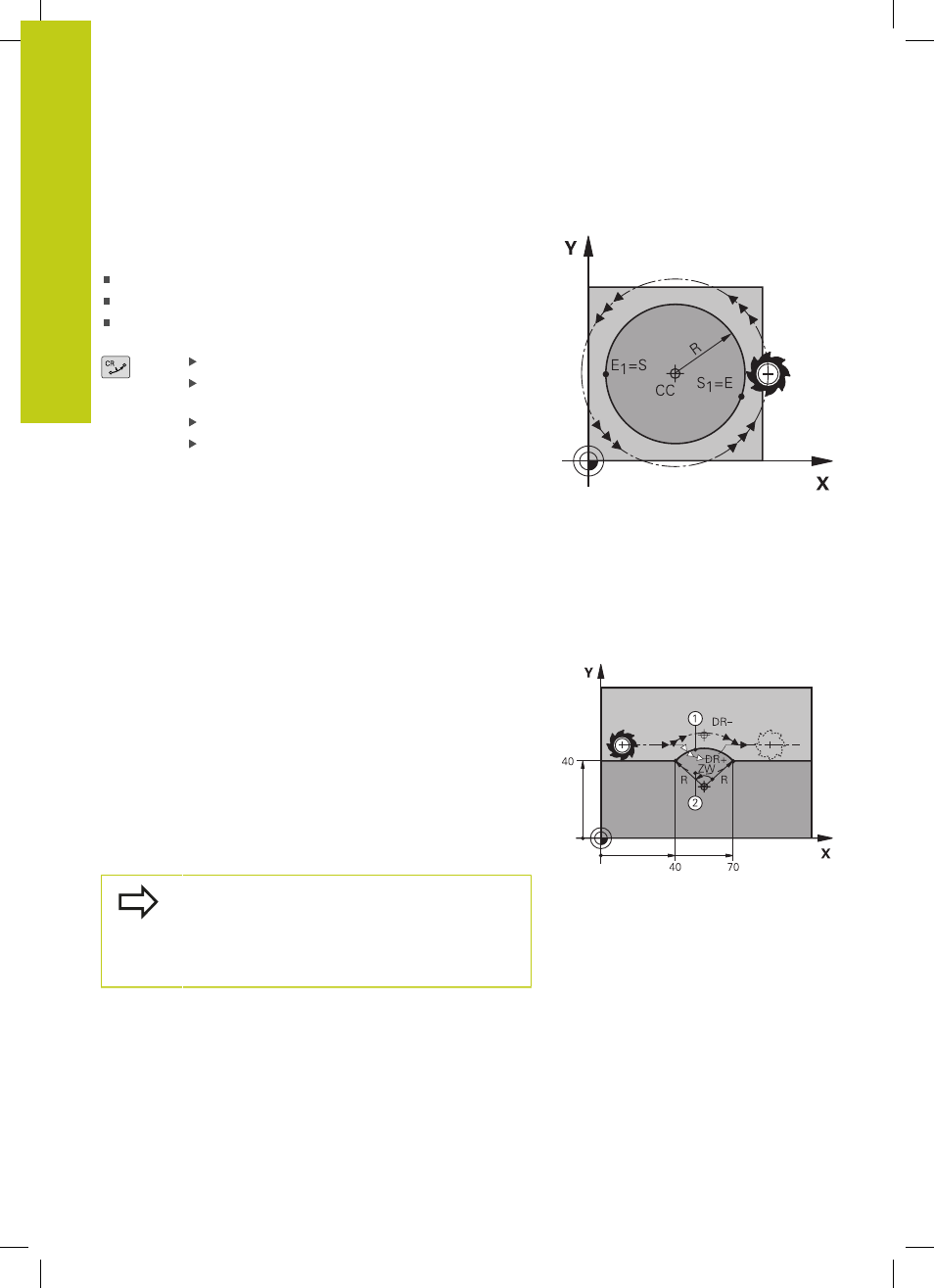
Full circle
For a full circle, program two blocks in succession:
The end point of the first semicircle is the starting point of the
second. The end point of the second semicircle is the starting point
of the first.
Central angle CCA and arc radius R
The starting and end points on the contour can be connected with
four arcs of the same radius:
Smaller arc: CCA<180°
Enter the radius with a positive sign R>0
Larger arc: CCA>180°
Enter the radius with a negative sign R<0
The direction of rotation determines whether the arc is curving
outward (convex) or curving inward (concave):
Convex: Direction of rotation
G02 (with radius compensation G41)
Concave: Direction of rotation
G03 (with radius compensation G41)
The distance from the starting and end points of the
arc diameter cannot be greater than the diameter of
the arc.
The maximum radius is 99.9999 m.
You can also enter rotary axes A, B and C.