HEIDENHAIN TNC 620 (81760x-02) ISO programming User Manual
Page 212
Programming: Programming contours
6.3
Approaching and departing a contour
6
212
TNC 620 | User's ManualDIN/ISO Programming | 2/2015
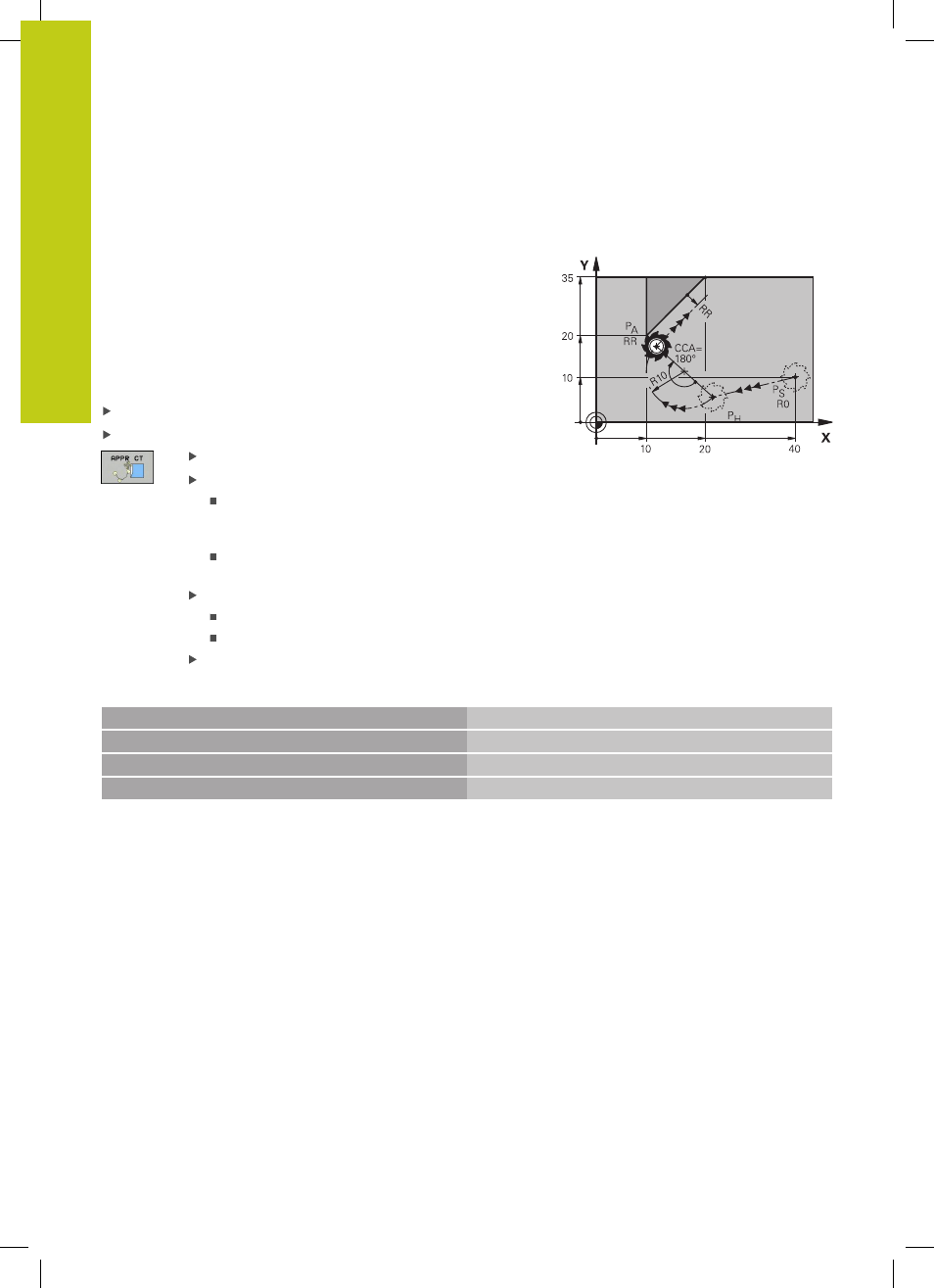
Approaching on a circular path with tangential
connection:
APPR CT
The tool moves on a straight line from the starting point P
S
to an
auxiliary point P
H
. It then moves from PH to the first contour point
PA following a circular arc that is tangential to the first contour
element.
The arc from P
H
to P
A
is determined through the radius R and
the center angle
CCA. The direction of rotation of the circular arc
is automatically derived from the tool path for the first contour
element.
Use any path function to approach the starting point P
S
.
Initiate the dialog with the
APPR/DEP key and APPR CT soft key:
Coordinates of the first contour point P
A
Radius R of the circular arc
If the tool should approach the workpiece in the
direction defined by the radius compensation:
Enter R as a positive value
If the tool should approach from the workpiece
side: Enter R as a negative value.
Center angle
CCA of the arc
CCA can be entered only as a positive value.
Maximum input value 360°
Radius compensation
G41/G42 for machining
R0=G40; RL=G41; RR=G42
Example NC blocks
N70 G00 X+40 Y+10 G40 M3
Approach PS without radius compensation
N80 APPR CT X+10 Y+20 Z-10 CCA180 R+10 G42 F100
PA with radius comp. G42, radius R=10
N90 G01 X+20 Y+35
End point of the first contour element
N100 G01 ...
Next contour element