Yaskawa MotionSuite Series Machine Controller Programming Manual User Manual
Page 33
MotionSuite™ Series Machine Controller Programming Manual
Chapter 1: Motion Programmming Outline
1-24
c. The feed speed upper limit is restricted by machine and servo performance. Set
the upper limit of the feed speed by the following motion commands.
An alarm results if the value of the F command exceeds the maximum interpola-
tion feed speed.
Important Point
If interpolation commands are to be used, an FMX command must be used at the start
of a motion program.
d. F Command Units
Decimal places cannot be used in F command values.
e. It is possible to switch the interpolation feed speed override within a range of
0~32,767%. Set the override setting in the register (default = MW00001) defined
in the Group Definitions Screen. There are three override setting methods:
motion program, ladder program, and setup parameter screen.
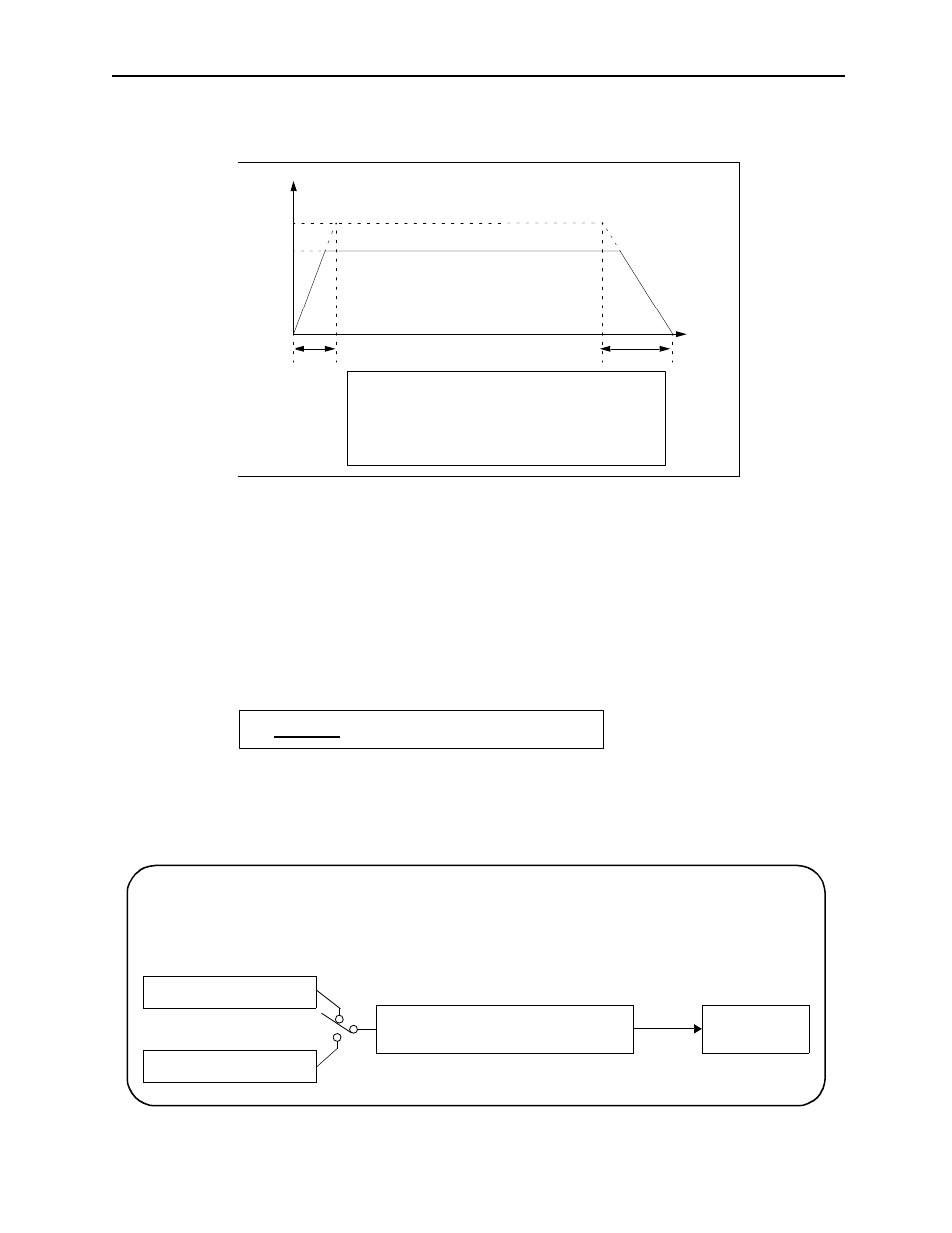
Program Example
FMX T200000;
IAC T300;
IDC T500;
MVS [X]200, [Y]250, F175000;
F Command Speed 175000
FMX (Maximum Interpolation Feed Speed) 200000
500ms
300ms
IAC (Acceleration time)
IDC (Deceleration time)
t
V
Figure 1.9: Interpolation Feed Speed Limit Setting Command
F2000000
F reference
FMX
× IFP reference
FMX
× IFP reference
F reference
FMX
× IFP reference
Interpolation feed speed override
(MW00001)
×
=
Output speed
Interpolation feed speed override
(MW00001)
Output speed