Important point – Yaskawa MotionSuite Series Machine Controller Programming Manual User Manual
Page 49
MotionSuite™ Series Machine Controller Programming Manual
Chapter 2: Motion Commands
2-8
• The designated position is set up in the ABS/INC mode which was previously set.
• The interpolation feed speed is also called F command. It is designated by the speed
designation (F) or speed command (%) (IFP). The final F command designated in the
previous block is enabled. When the power supply is connected, an alarm occurs if the
interpolation command has not been designated by the F command.
• When designating an F command that exceeds the limited value set up in the maximum
interpolation feed speed, an alarm occurs.
Important Point
When creating the motion program that uses the interpolation command, designate
the maximum interpolation feed speed (FMX) in the beginning of the program, to
avoid an alarm.
• In actual program running, an override in a range of 0~327.67% can be set up to the F
command value. The override is enabled immediately. It is set up in the register (default
= MW0001) fixed in the group definition window.
• When 2 axes are designated (axis1 and axis2):
F =
V
axis1
2
+ V
axis2
2
• When 3 axes are designated (axis1, axis2 and axis 3):
F =
V
axis1
2
+ V
axis2
2
+ V
axis3
2
• When 4 axes are designated (axis1, axis2, axis3 and axis4:
F =
V
axis1
2
+ V
axis2
2
+ V
axis3
2
+ V
axis4
2
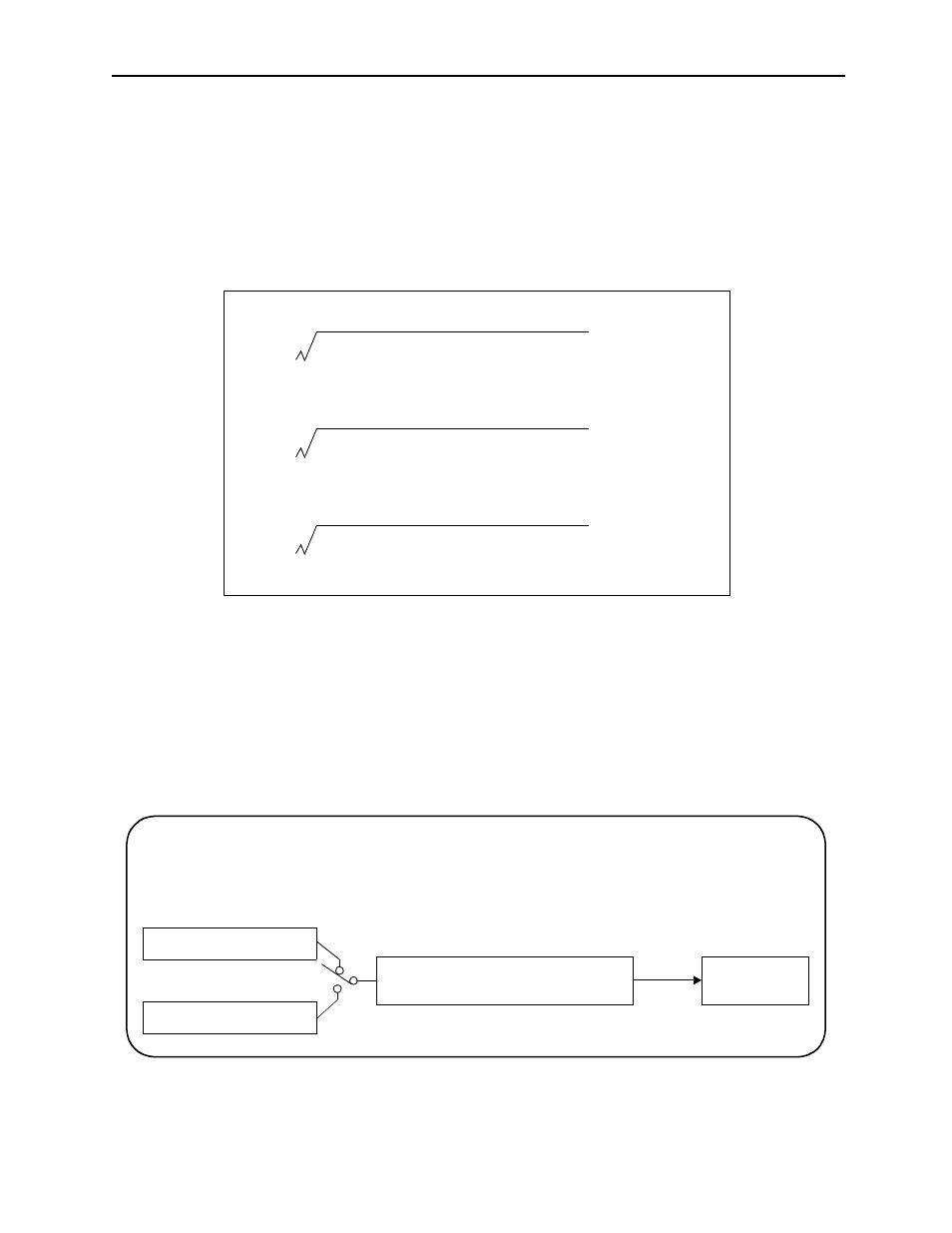
F reference
FMX
× IFP reference
FMX
× IFP reference
F reference
FMX
× IFP reference
Interpolation feed speed override
(MW00001)
×
=
Output speed
Interpolation feed speed override
(MW00001)
Output speed