Program example – Yaskawa MotionSuite Series Machine Controller Programming Manual User Manual
Page 62
MotionSuite™ Series Machine Controller Programming Manual
Chapter 2: Motion Commands
2-21
!
!
!
! Program Example
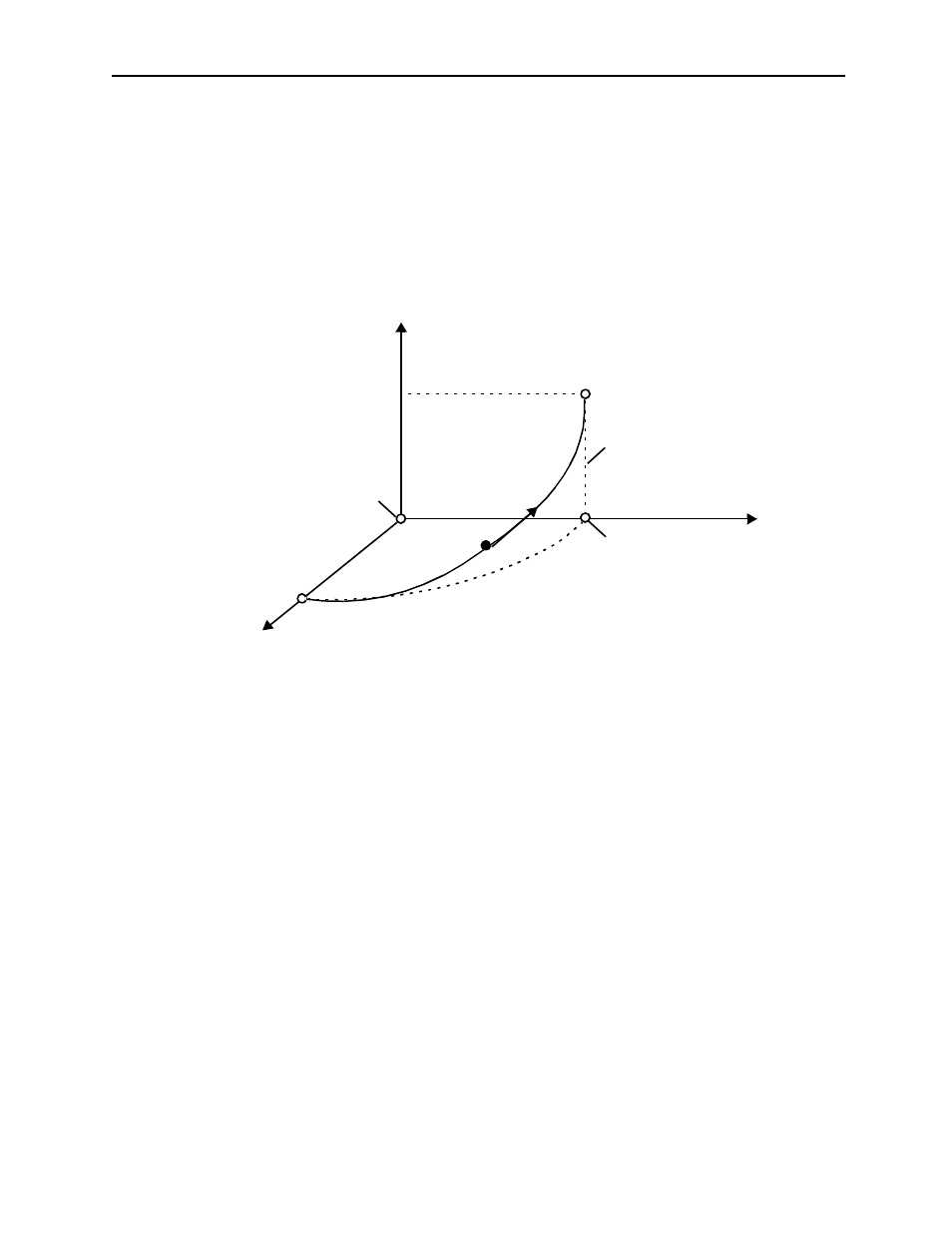
The program example of the helical interpolation command in the ABS mode is shown as
follows:
ABS;
MOV [X]1000 [Y]0 [Z]0;
PLN [X] [Y];
MCC [X]0 [Y]1000, U0 V0 Z500;
Supplement
(1) The speed designation (F) can only be set in the same block as the interpolation
command.
(2) The speed command (%) (IFP) is set separately; it cannot be set in the same block as
the interpolation command.
(3) When the speed override to the F command value exceeds the maximum interpolation
feed speed (FMX), it is limited by the FMX speed.
+Z
+X
+Y
500
Circular arc center
(0,0,0)
Current position
End position of the
circular interpolation
1000
Linear interpolation
End position
F
Figure 2.14: Program Example of the Helical Interpolation Command