Yaskawa MotionSuite Series Machine Controller Programming Manual User Manual
Page 88
MotionSuite™ Series Machine Controller Programming Manual
Chapter 3: Advanced Programming Methods
3-3
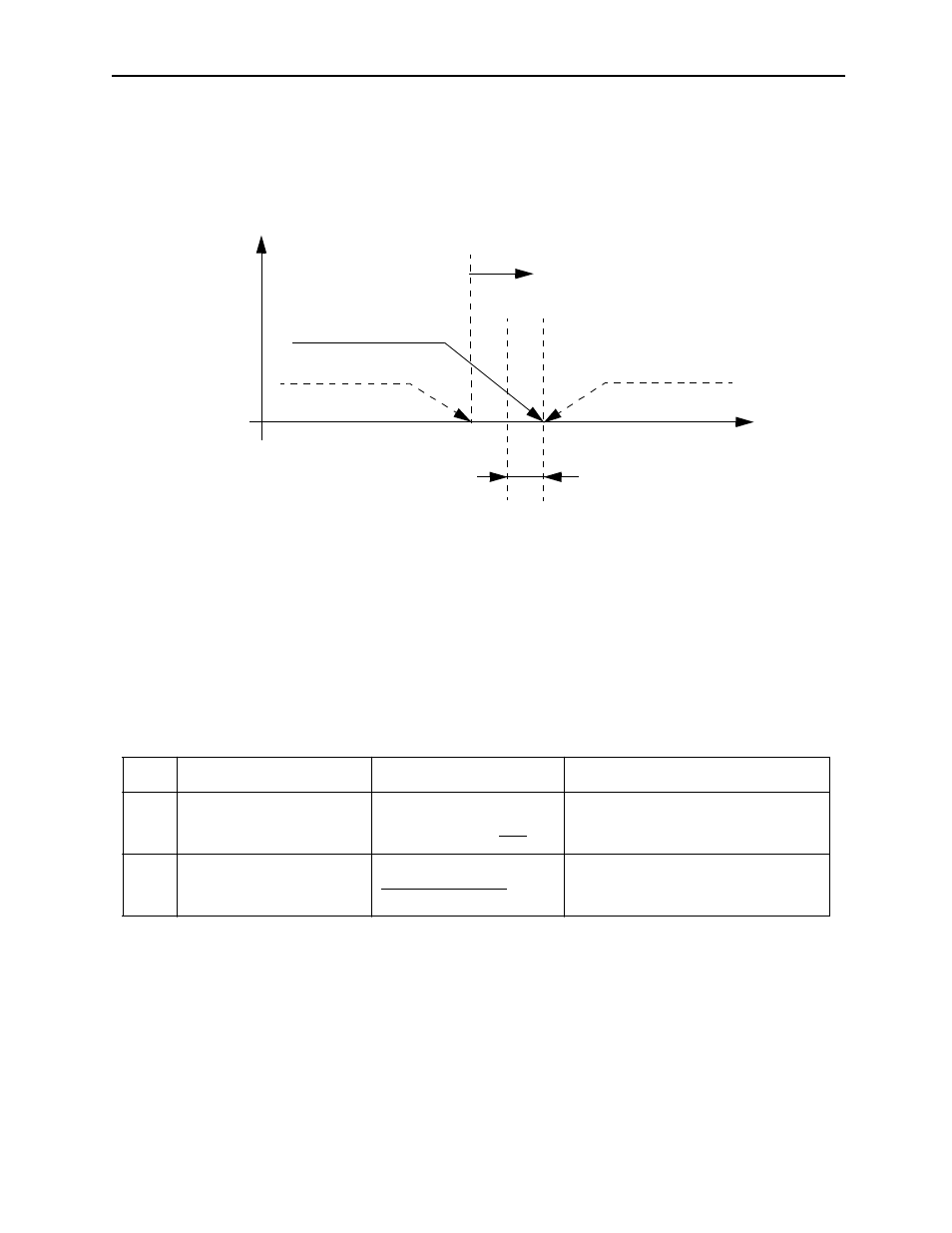
If axis1 and axis2 enter the In-position Check, the next block is executed.
According to the above command, the In-position Check is executed to verify if the axis
movement in the block before the PFN command has entered the Positioning Completion
Range, then the next block execution is started.
• The Positioning Completion Range is set up in each servopack user parameter.
• Cn-001B Positioning Completion Width
• As indicated below, two methods are available for the PFN command: a command
designated simultaneously with the interpolation commands, and a command
designated independently to the block in which the In-position Check is executed.
Designation Type
Designating Method
Notes
1
Designated for the same
block as the interpolation
commands
MVS[axis1]100.
[axis2]200. F1000 PFN;
In-position check for the axis
designated with the MVS commands,
then proceeds to the next block.
2
Independent designation
Axis Designation
PFN [axis1] [axis2]
In-position check for the designated
axis (check if the axis can be used) then
proceeds to the next block.
Speed
Positioning Completion Range
Time
Actual Axis Movement
Command Pulse
In-Position Check Start
Next Block Command
Figure 3.1: In-position Check Process