Yaskawa MotionSuite Series Machine Controller Programming Manual User Manual
Page 91
MotionSuite™ Series Machine Controller Programming Manual
Chapter 3: Advanced Programming Methods
3-6
• A range for Second Positioning Completion Range setting is as indicated below:
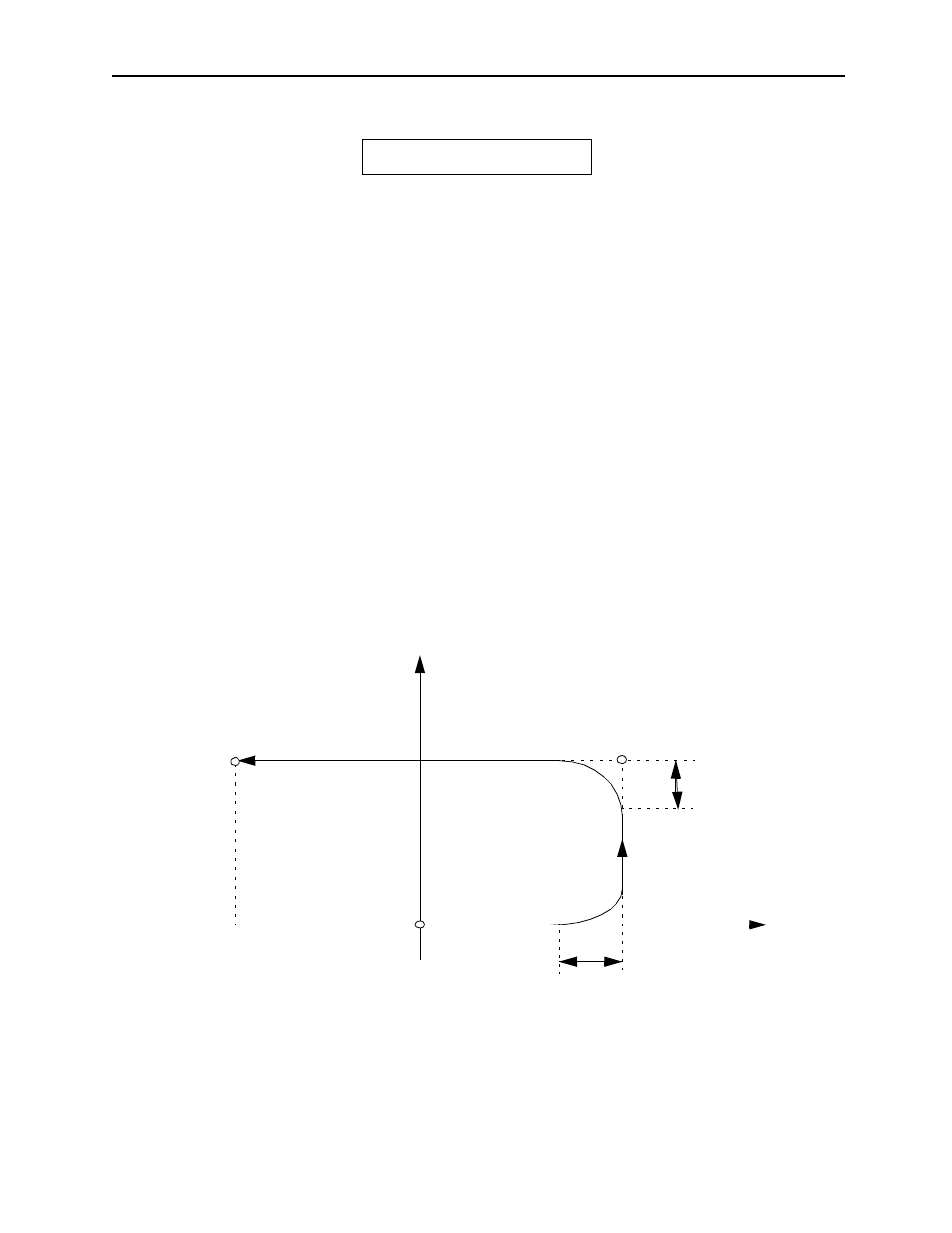
However, as indicated in the diagram above, the Second In-position Check is started at
the time that the pulse distribution of the commanded block is complete. Therefore, if
a very large value is set in the Second Positioning Completion Range, the Second In-
position Check completes at the deceleration start point, and then proceeds to the next
block.
• Once the INP command is set up, the Second In-position Check is valid for all
interpolation commands until cancellation.
• For cancellation of the Second In-position Check, give the [0] command to the axis to be
cancelled in the Second Positioning Completion Range. Only the axis receiving the [0]
command will be cancelled.
• It is now possible to send the In-position Check (PFN) command. When the command is
sent, the In-position Check will occur according to the parameter “Positioning
Completion Range” in spite of the Second Positioning Completion Range.
! Program Examples
ABS MOV [axis 1]0[axis2]0;
Zero-point positioning
INP [axis 1](a)[axis2](b);
Second Positioning Completion Range set-up
MVS [axis1]100) PFN;
X-axis direction / Linear interpolation
MVS [axis2]100 PFN;
Y axis direction / Linear interpolation
MVS [axis1]-100 PFN;
X axis direction / Linear interpolation
1 ~ 65535[Command Units]
(b)
(0,0)
-100
100
+axis2
(a)
100
+axis1
Figure 3.5: Program Example of the Second In-position Check