Yaskawa Yasnac PC NC User Manual
Page 183
YASNAC PC NC Operating Manual
Chapter 4: Maintenance
4 - 25
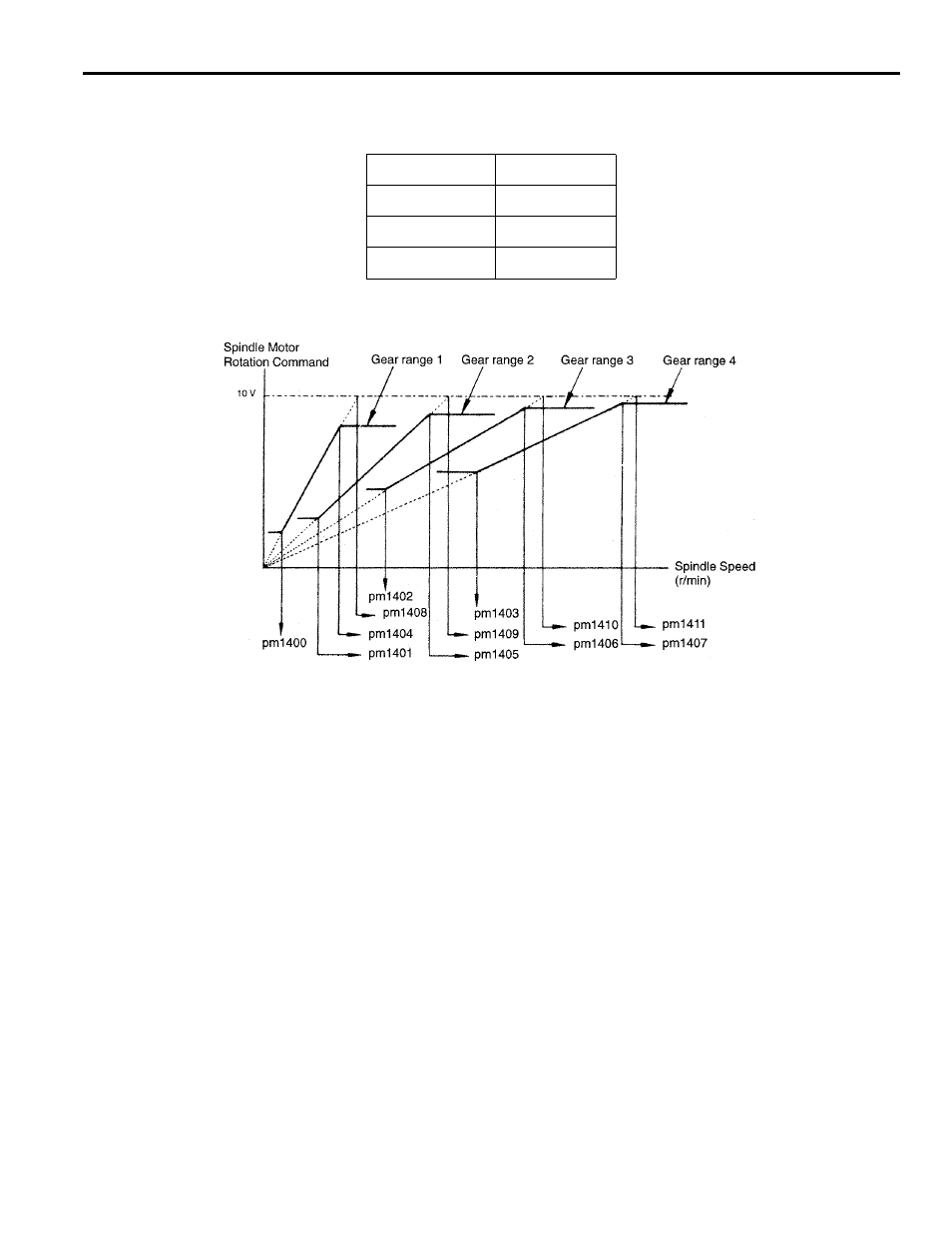
(f) Setting for the parameters related to spindle operation is incorrect.
Check the setting for the related parameters.
Fig. 4.1.7.2
Spindle Rotation
(9) FIN Wait Status after Execution of Spindle Related Commands
If sequence processing is interrupted waiting for a signal, the NC enters the FIN wait status.
(a) Spindle speed agree signal is not input.
If the NC enters this status after the execution of such as “M03 S100” commands, check
whether #311 1 D6 = 1 (waiting for FIN).
Check the I/O signals of #1000s at the I/O section by referring to the ladder chart supplied
by the machine tool builder.
(b) Spindle zero speed signal is not input.
If the NC enters this status after the execution of “M05” command, check the I/O signals
of #1000s at the I/O section by referring to the ladder chart supplied by the machine tool
builder.
(c) Others
If the NC enters this status after the execution of “M19” or “M20” (spindle orientation
command), check the I/O signals related with spindle orientation by referring to the ladder
chart supplied by the machine tool builder.
#3110 D0
GR1
#3110 D1
GR2
#3110 D2
GR3
#3110 D3
GR4