Yaskawa Sigma-5 User Manual: Design and Maintenance - Rotary Motors User Manual
Page 294
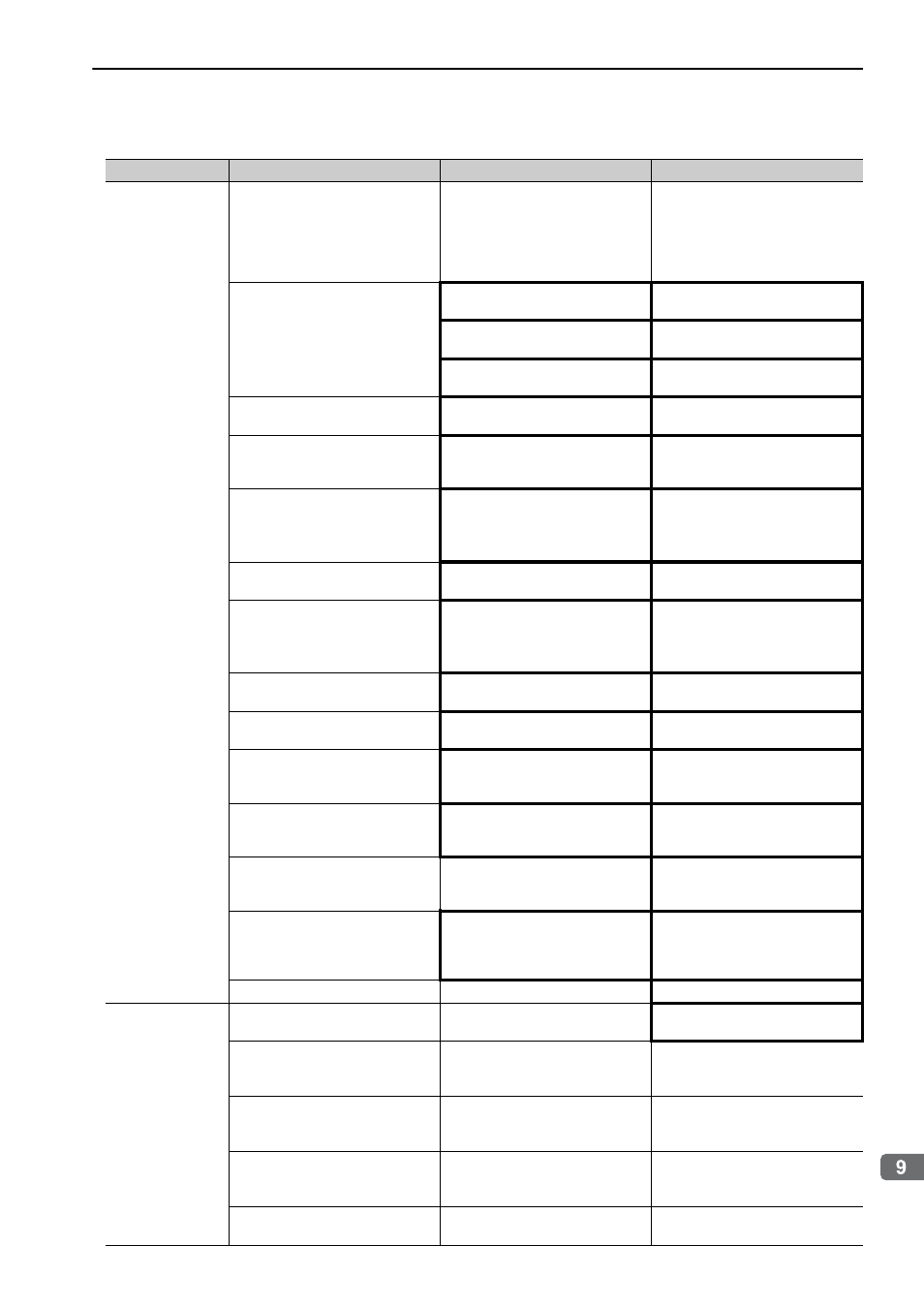
9.3 Troubleshooting Malfunction Based on Operation and Conditions of the Servomotor
9-29
T
roubleshooting
Abnormal Noise
from Servomotor
The servomotor largely vibrated
during execution of tuning-less
function.
Check the servomotor speed wave-
form.
Reduce the load so that the moment
of inertia ratio becomes within the
allowable value, or increase the
load level or lower the tuning level
for the tuning-less level setting
(Fn200).
Mounting is not secured.
Check if there are any loose mount-
ing screws.
Tighten the mounting screws.
Check if there is misalignment of
couplings.
Align the couplings.
Check if there are unbalanced cou-
plings.
Balance the couplings.
Bearings are defective.
Check for noise and vibration
around the bearings.
Replace the servomotor.
Vibration source at the driven
machine
Check for any foreign matter, dam-
age, or deformations on the machin-
ery's movable parts.
Contact the machine manufacturer.
Noise interference due to incorrect
input/output signal cable specifica-
tions
The input/output signal cables must
be tinned annealed copper twisted-
pair or shielded twisted-pair cables
with a core of 0.12 mm
2
min.
Use the specified input signal wires.
Noise interference due to length of
input/output signal cable.
Check the length of the input/output
cable.
The input/output cable length must
be no more than 3 m.
Noise interference due to incorrect
encoder cable specifications.
The encoder cable must be tinned
annealed copper twisted-pair or
shielded twisted-pair cables with a
core of 0.12 mm
2
min.
Use the specified encoder cable.
Noise interference due to length of
encoder cable wiring
Check the length of the encoder
cable.
The encoder cable must be no more
than 20 m.
Noise interference due to damaged
encoder cable
Check if the encoder cable is dam-
aged or bent.
Replace the encoder cable and mod-
ify the encoder cable layout.
Excessive noise to the encoder
cable
Check if the encoder cable is bun-
dled with high-current line or near a
high-current line.
Correct the encoder cable layout so
that no surge is applied.
FG potential varies because of
influence of machines such as weld-
ers at the servomotor.
Check if the machines are correctly
grounded.
Ground machines correctly, and
prevent diversion to the FG at the
PG side.
SERVOPACK pulse counting error
due to noise interference
Check if there is noise interference
on the input/output signal line from
the encoder.
Take measures against noise in the
encoder wiring.
Excessive vibration and shock to
the encoder
Check if vibration from the machine
occurred or servomotor installation
is incorrect (mounting surface accu-
racy, fixing, alignment, etc.).
Reduce vibration from the machine,
or secure the servomotor installa-
tion.
An encoder fault occurred.
–
Replace the servomotor.
Servomotor
Vibrates at
Frequency of
Approx. 200 to
400 Hz
Unbalanced servo gains
Check to see if the servo gains have
been correctly adjusted.
Execute the advanced autotuning.
Speed loop gain value (Pn100) too
high.
Check the speed loop gain value
(Pn100).
Factory setting: Kv = 40.0 Hz
Reduce the speed loop gain
(Pn100).
Position loop gain value (Pn102)
too high.
Check the position loop gain value
(Pn102).
Factory setting: Kp = 40.0/s
Reduce the position loop gain
(Pn102).
Incorrect speed loop integral time
constant (Pn101) setting
Check the speed loop integral time
constant (Pn101).
Factory setting: Ti = 20.0 ms
Correct the speed loop integral time
constant (Pn101) setting.
Incorrect moment of inertia ratio
data (Pn103)
Check the moment of inertia ratio
setting (Pn103).
Correct the moment of inertia ratio
(Pn103) setting.
(cont’d)
Problem
Probable Cause
Investigative Actions
Corrective Actions