4) programming examples – Yaskawa MP2000 Series: User's Manual for Motion Programming User Manual
Page 161
8 Command Reference
8.2.2 Linear Interpolation (MVS)
8-54
• Code a FMX command to specify the maximum feed speed for interpolation at the beginning of motion program.
Otherwise, a motion program alarm will occur at execution of the MVS command.
• If the acceleration/deceleration time is not specified, the default time of 0 ms is applied.
• For axis movement with the MVS command, an in-position check is not automatically executed. Use the PFN com-
mand to execute an in-position check if required.
(4) Programming Examples
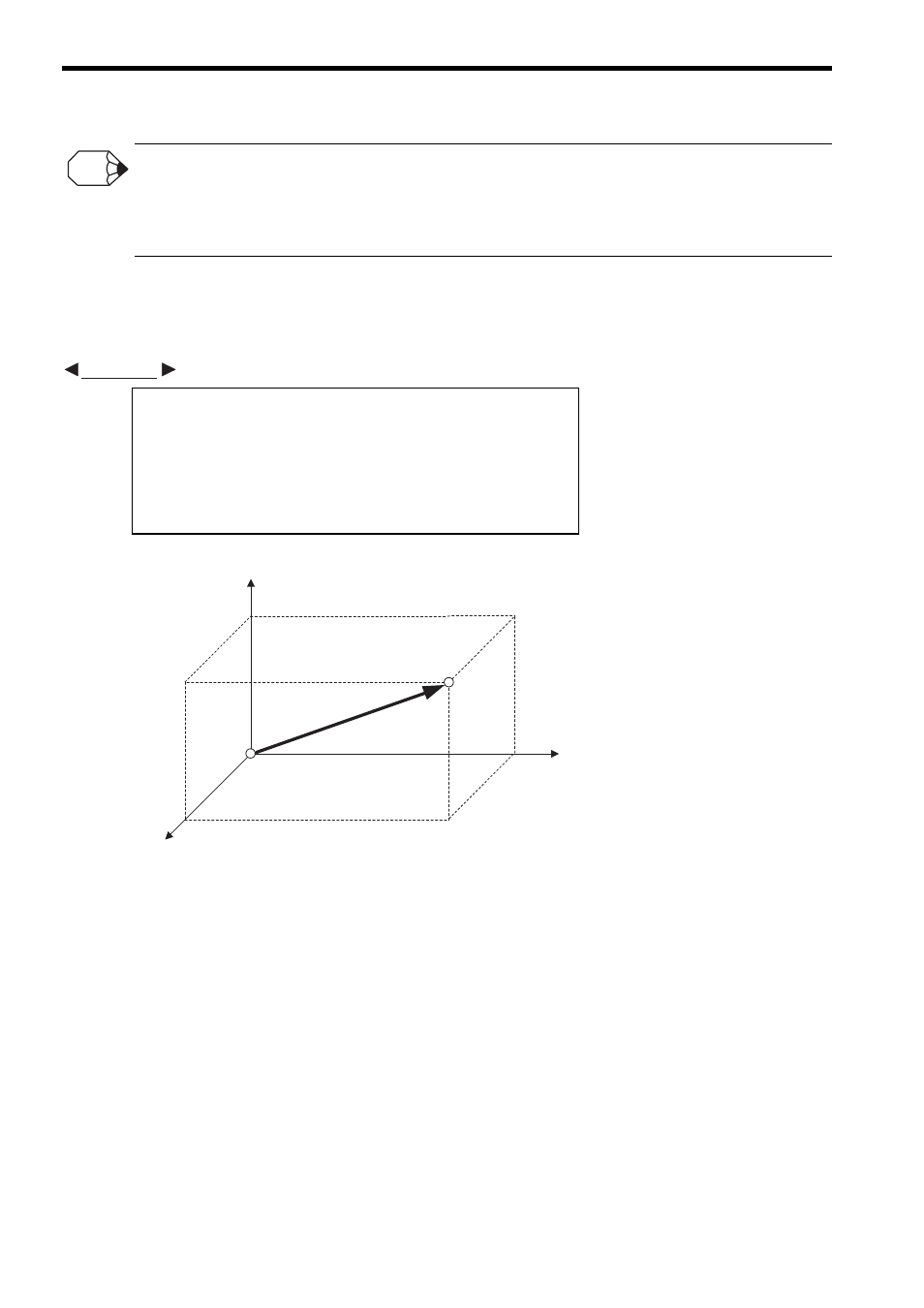
A programming example of an MVS command in ABS mode is shown below.
Fig. 8.29 MVS Command Programming Example
INFO
FMX T30000000;
ABS;
IAC T1000;
IDC T1000;
MVS [A1]4000 [B1]3000 [C1]2000 F50000;
END;
EXAMPLE
C1
A1
B1
End
position
Program
current
position
2000
3000
4000