A.3 control commands – Yaskawa MP2000 Series: User's Manual for Motion Programming User Manual
Page 326
App
A Motion Language Commands
A-5
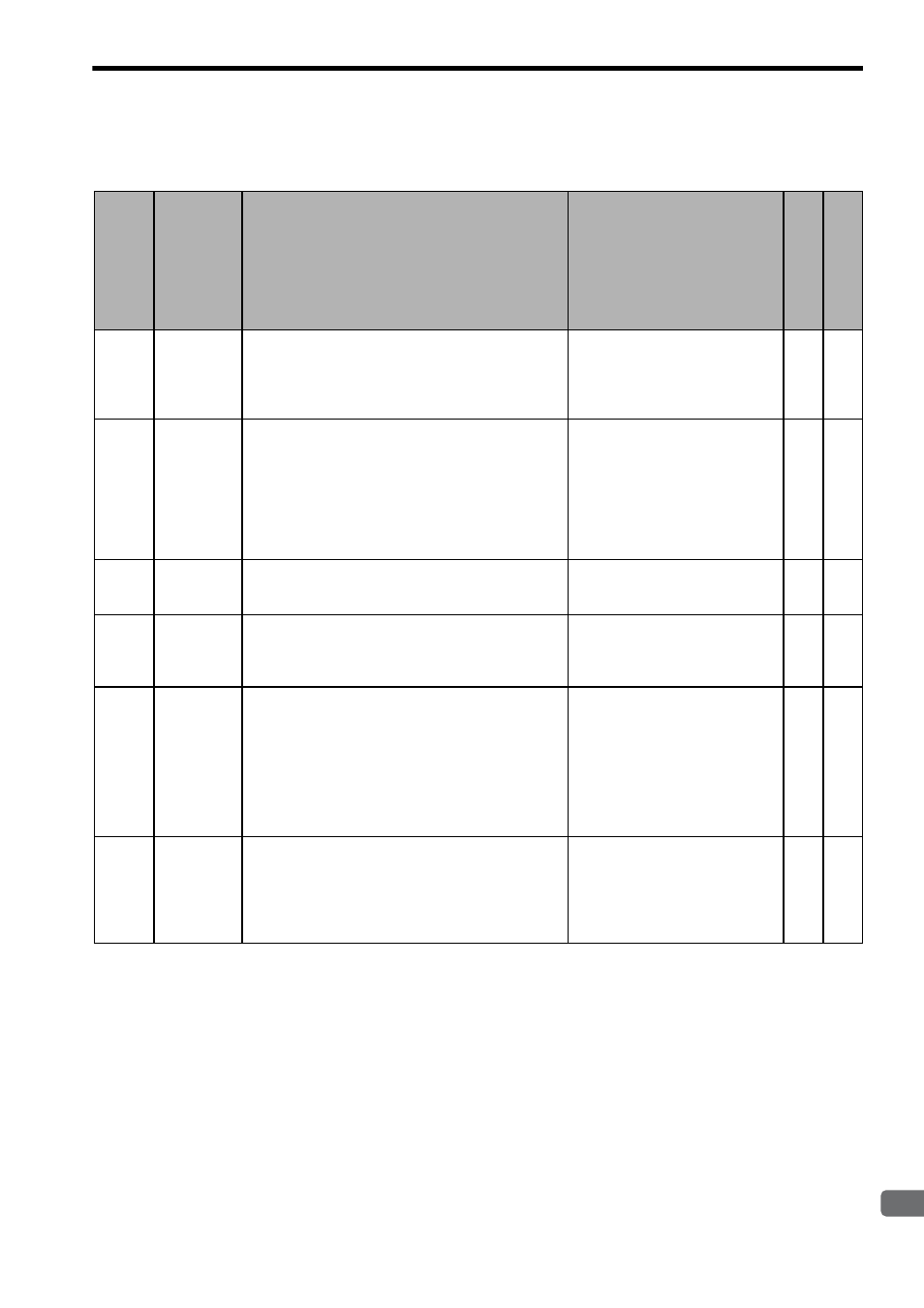
A.3 Control Commands
Com-
mand
Name
Programming Format
Description
Moti
on Programs
Seq
uen
ce
Prog
rams
POS
Current
Position Set
POS [Logical axis name 1] Desired coordinate val-
ue [Logical axis name 2] Desired coordinate value
;
Changes the current values to the
desired coordinate values for up to
16 axes. Subsequent move com-
mands use this new coordinate sys-
tem.
−
MVM
Move on
Machine
Coordinate
MVM MOV [Logical axis name 1] Reference posi-
tion [Logical axis name 2] Reference position [Log-
ical axis name 3] Reference position ;
Goes to the target position on the
machine coordinate system. The
coordinate system set automatically
on completion of the zero point
return is called a machine coordi-
nate system. This coordinate system
is not affected by the POS com-
mand.
−
PLN
Coordinate
Plane
Setting
PLN [Logical axis name 1 (vertical axis)] [Logical
axis name 2 (horizontal axis)] ;
Designates the coordinate plane to
be used for a command requiring a
plane designation command.
−
PLD
Program
Current
Position
Update
PLD [Logical axis name 1]
[Logical axis name 2] ;
Updates the program current posi-
tion for axes shifted by manual
intervention. Up to 16 axes can be
designated.
−
PFN
In-position
Check
MVS [Logical axis name 1] - [Logical axis name 2] -
PFN ;
or
MVS [Logical axis name 1] - [Logical axis name 2] -
;
PFN [Logical axis name 1] [Logical axis name 2] ;
MVS [Logical axis name 1] - [Logical axis name 2] -
;
Proceeds to the next block when the
axis that is being moved by an inter-
polation related command in the
same block or the previous block,
enters the in-position check width.
−
INP
Set
In-position
Check
Width
INP [Logical axis name 1] NEAR signal output
width [Logical axis name 2] NEAR signal output
width ;
Sets the NEAR signal output width.
The execution of a subsequent inter-
polation related command block
with a PFN command proceeds to
the next block after entering in-posi-
tion check width.
−