1 types of motion programs, 2 motion programs for each axis group – Yaskawa MP2000 Series: User's Manual for Motion Programming User Manual
Page 54
4 Motion Programs
4-2
4.1 Types of Motion Programs
There are two motion program types, as listed below.
The program numbers of motion programs are managed in the same manner as the sequence program num-
bers. Assign a unique number for each program number.
• Program number of Motion program MPM
, MPS
• Program number of Sequence program SPM
, SPS
The MP2000-series Machine Controllers can execute up to 16 motion programs simultaneously. An alarm (no
system work error) will occur if 17 or more programs are executed simultaneously.
• No system work error: Bit E of the leading word in the MSEE work registers
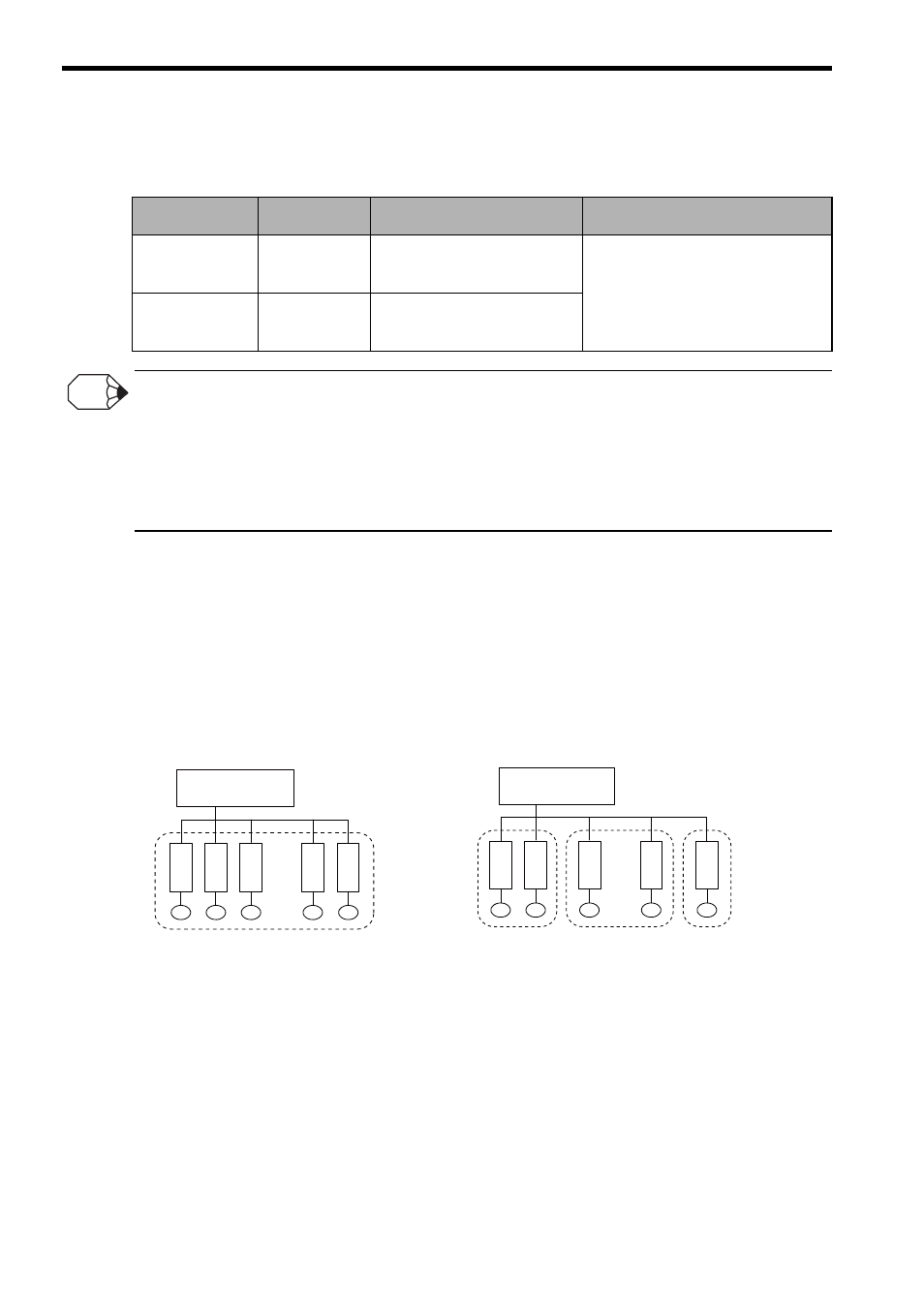
4.2 Motion Programs For Each Axis Group
With motion programs, the axes that have related operations are organized into individual groups, and programs
can be created for each group. This allows one MP2000-series Machine Controller to independently control mul-
tiple machines using group operation. Group operation can be single group operation or multiple group opera-
tion. Definitions for axes to be grouped together are made under Group Definitions.
For information on the group definition setting window, refer to 7.3 Group Definition.
Type
Designation
Method
Features
No. of Programs
Main Program
MPM
=
1 to 256)
• Called from the M-EXECUTOR
program execution definition
• Called from DWG.H
Up to 256 programs including following
programs can be created.
• Motion main program
• Motion subprogram
• Sequence main program
• Sequence subprogram
Subprogram
MPS
(
=
1 to 256)
• Called from the main program
INFO
Single Group Operation
Multiple Group Operation
MP2000 Series
Machine Controller
Group1
SGDS
SGDS
SGDS
SGDS
SGDS
A1
B1
C1
F1
G1
MP2000 Series
Machine Controller
SGDS
SGDS
SGDS
SGDS
SGDS
A1
B1
A2
D2
A3
Group1
Group2
Group3