2 motion program features, 1 execution method – Yaskawa MP2000 Series: User's Manual for Motion Programming User Manual
Page 19
1.2 Motion Program Features
1-3
1
Overview
1.2 Motion Program Features
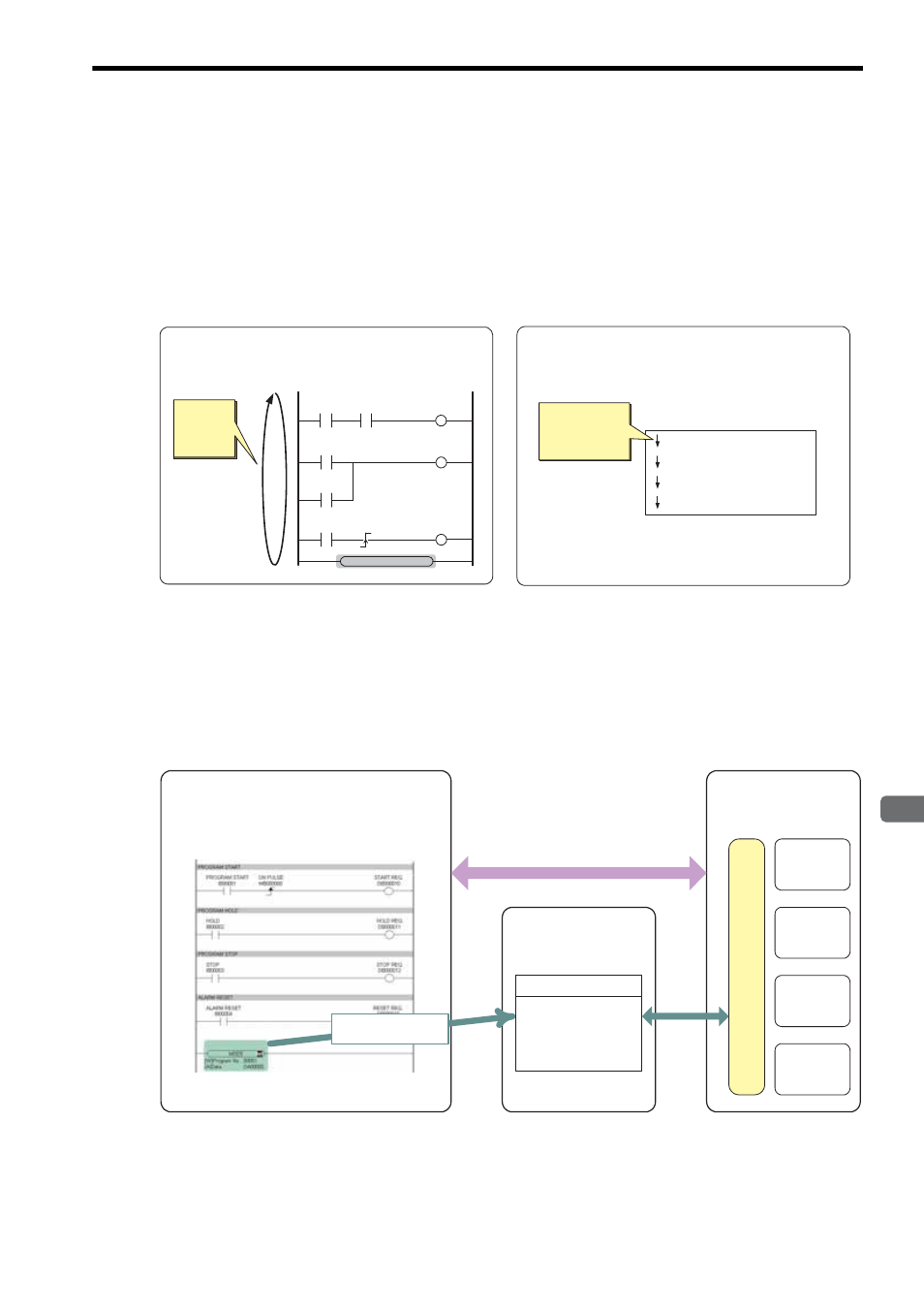
1.2.1 Execution Method
A motion program employs an execution method that differs from the ladder program.
With a ladder program, processing from the program start to an END command is completed within one scan.
With a motion program, the processing requested by one command normally requires more than one scan.
Also, the commands are executed sequentially, in the order they are coded.
In this manual, the execution method of ladder program is referred to as Scan Execution, and that of a motion
program as Sequential Execution.
1.2.2 Motion Control in Full Synchronization with Sequence Control
The process written in a motion program is executed in full synchronization with high-speed scans of the
MP2000-series Machine Controller. The axis movement will start within one scan after the start request from the
ladder program, without any time lag to start the motion program.
Ladder program
(Scan execution)
Motion program
(Sequential execution)
One program
is executed
in a fixed
cycle.
IB00000 IB00001
OB00000
IB00002
IB00003
DB000005
IB00004 DB000006
OB00001
END
MOV [X]1000 [Y]2000;
MOV [X]-1000 [Y]-2000;
MVS [X]2000 [Y]1000 F30000;
END;
At the completion of
execution of one
move command,
the next command will
be executed.
Sequence Control
Motion Control
(Motion Module)
Ladder program (High-speed scan)
MPM001
Motion program
Starts the motion
program
VEL [X]2000 [Y]2000;
ACC [X]100 [Y]100;
DCC [X]100 [Y]100;
MOV [X]0 [Y]0;
MVS [X]100.0 [Y]200.0;
Motion control in full
synchronization with
high-speed scans
Motion parameters
Set motion
parameters
Fully
synchronized
control
Position
control
Speed
control
Torque
control