Figure 3.4.4.24 offset motion at inside corner, Figure 3.4.4.25 offset motion at outside corner – Yaskawa YASNAC PC NC Programming Manual User Manual
Page 102
3 - 52
YASNAC PCNC Programming Manual
Chapter 3: Movement Control Commands
FIGURE 3.4.4.24 Offset Motion at Inside Corner
•
Offset motion at outside comer (180° to 360°)
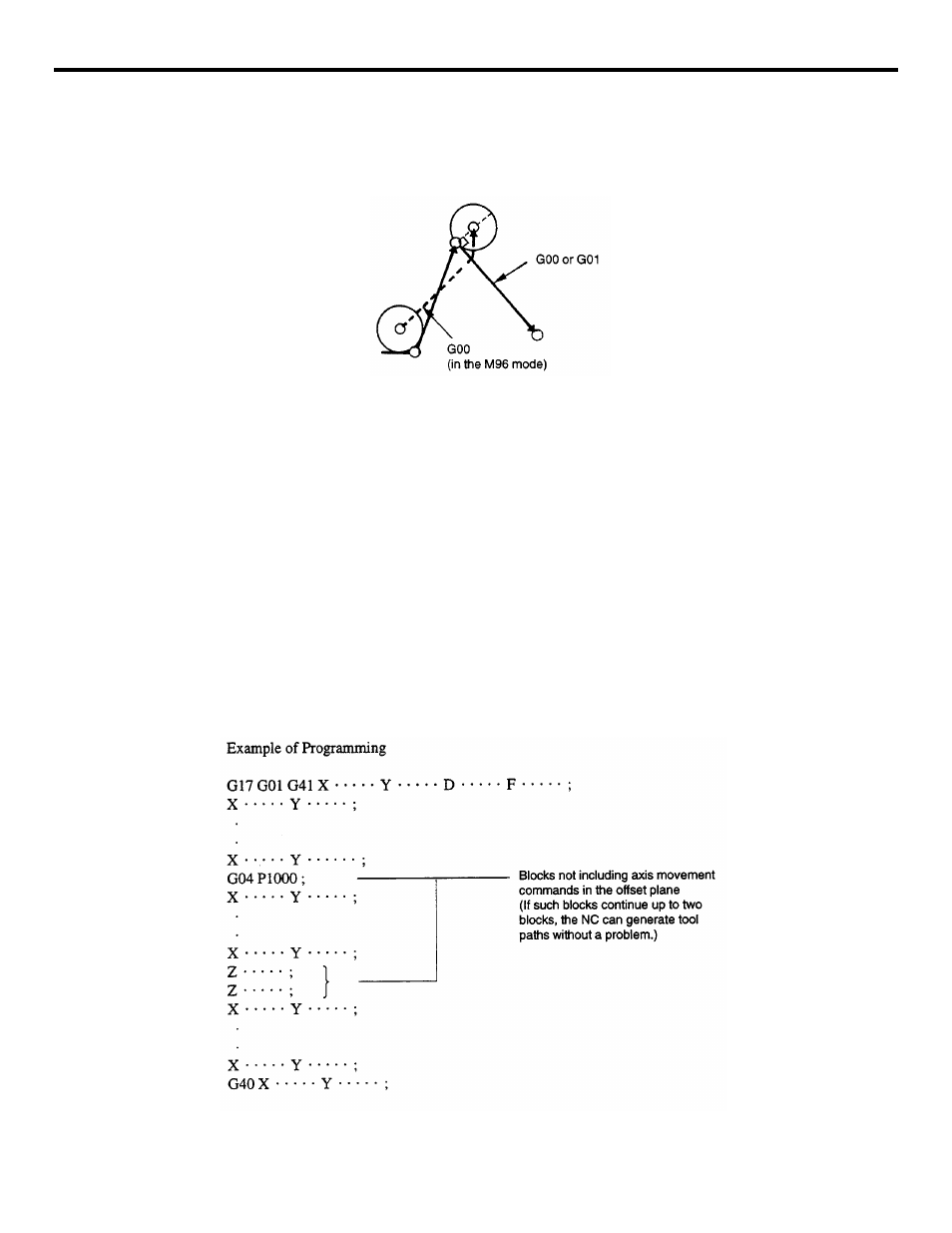
FIGURE 3.4.4.25 Offset Motion at Outside Corner
(5) Blocks not Including Axis Move Commands in the Offset Mode
In the tool radius offset mode, the NC generates the tool paths by buffering the data of two
blocks. If a block not including axis move commands is read, the NC reads one more block to
generate the offset tool paths. Designation of such a block which does not include axis move
commands is allowed in the tool radius offset mode for up to two consecutive blocks.
After the designation of G41, there must not be three or more consecutive blocks that do not
include the movement commands of the axes in the offset plane.
(a) Consecutive three or more blocks not including axis move commands
If three or more blocks not containing axis move commands in the offset plane are given
consecutively, the cutting tool is moved to the position offset normally by the specified
offset amount at the end point of the block immediately preceding such blocks.