Figure 3.4.3.8 canceling g45 to g48 by g92 – Yaskawa YASNAC PC NC Programming Manual User Manual
Page 87
3 - 37
YASNAC PCNC Programming Manual
Chapter 3: Movement Control Commands
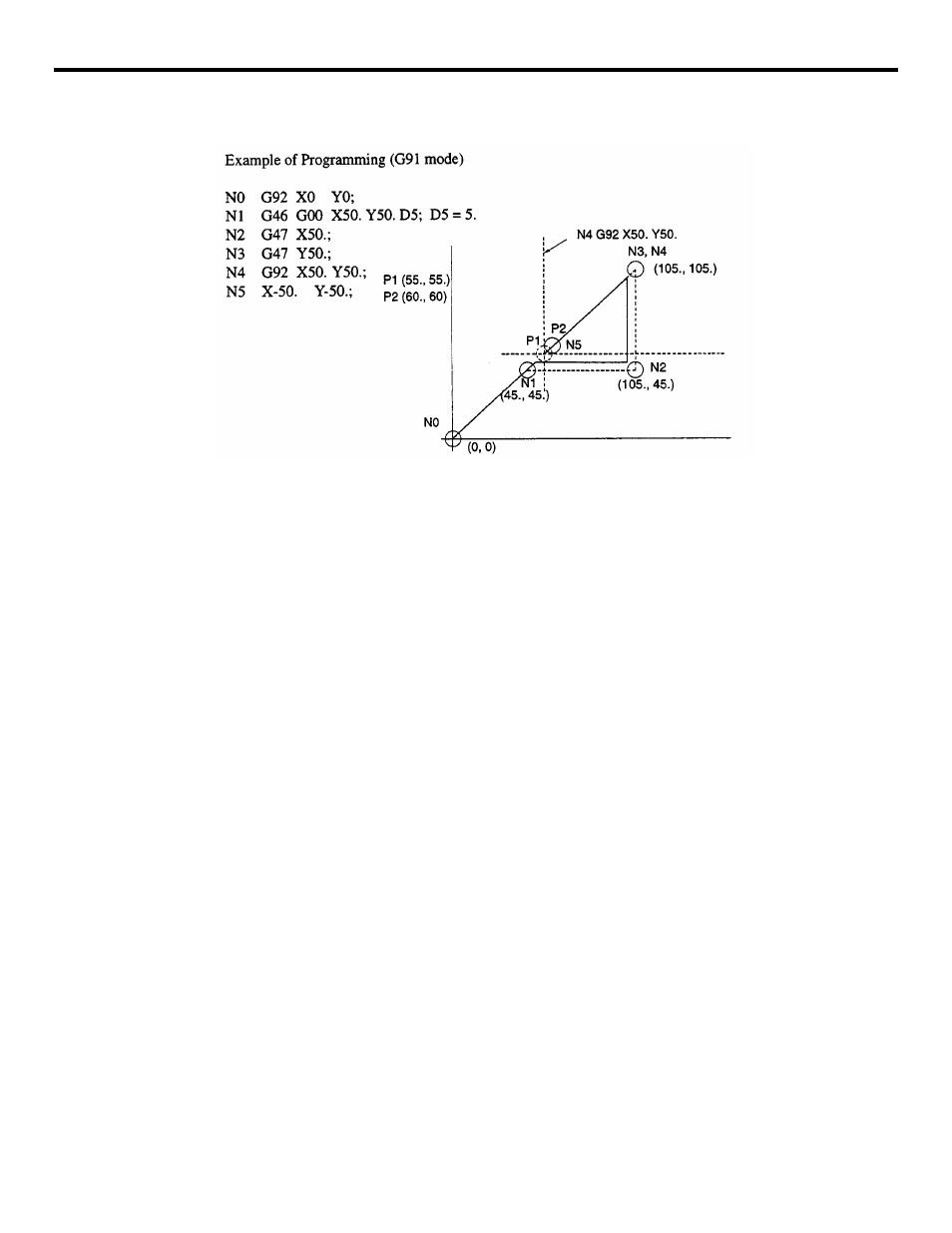
(f) Canceling G45 to G48 by G92
Note:
Axis movement specified in N5 is executed in the following manner according to the setting for
pm4010.
Offset cancel is selected by pm4010: Movement to P1
Offset not-cancel is selected by pm4010: Movement to P2
FIGURE 3.4.3.8 Canceling G45 to G48 by G92
(3) Supplements to the Tool Offset Function
•
In a G45 to G48 block, only a G code in 01-group (G00, G01, G02, G03, G60) can be
specified with G45 to G48. If a G code in other groups is specified, alarm “0365”
occurs.
•
To move an axis only by the offset amount in the incremental mode (G91), specify “0”
for the axis address. In this case, axis movement direction cannot be reversed even if
“0” is preceded by a sign.
•
Example of Programming 1
G91 G01 G45 X0 Y0 D10 F
• • •
;
Both the X- and Y-axis move in the positive direction by the offset amount called
up by D10.
•
Example of Programming 2
G91 G00 G46 X0 D11;
The X-axis moves in the negative direction by the offset amount called up by D1l.
•
For the designation of an offset number in the tool position offset mode (G45 to G48),
either H or D code can be used. Which address characters should be used can be