Yaskawa YASNAC PC NC Programming Manual User Manual
Page 109
3 - 59
YASNAC PCNC Programming Manual
Chapter 3: Movement Control Commands
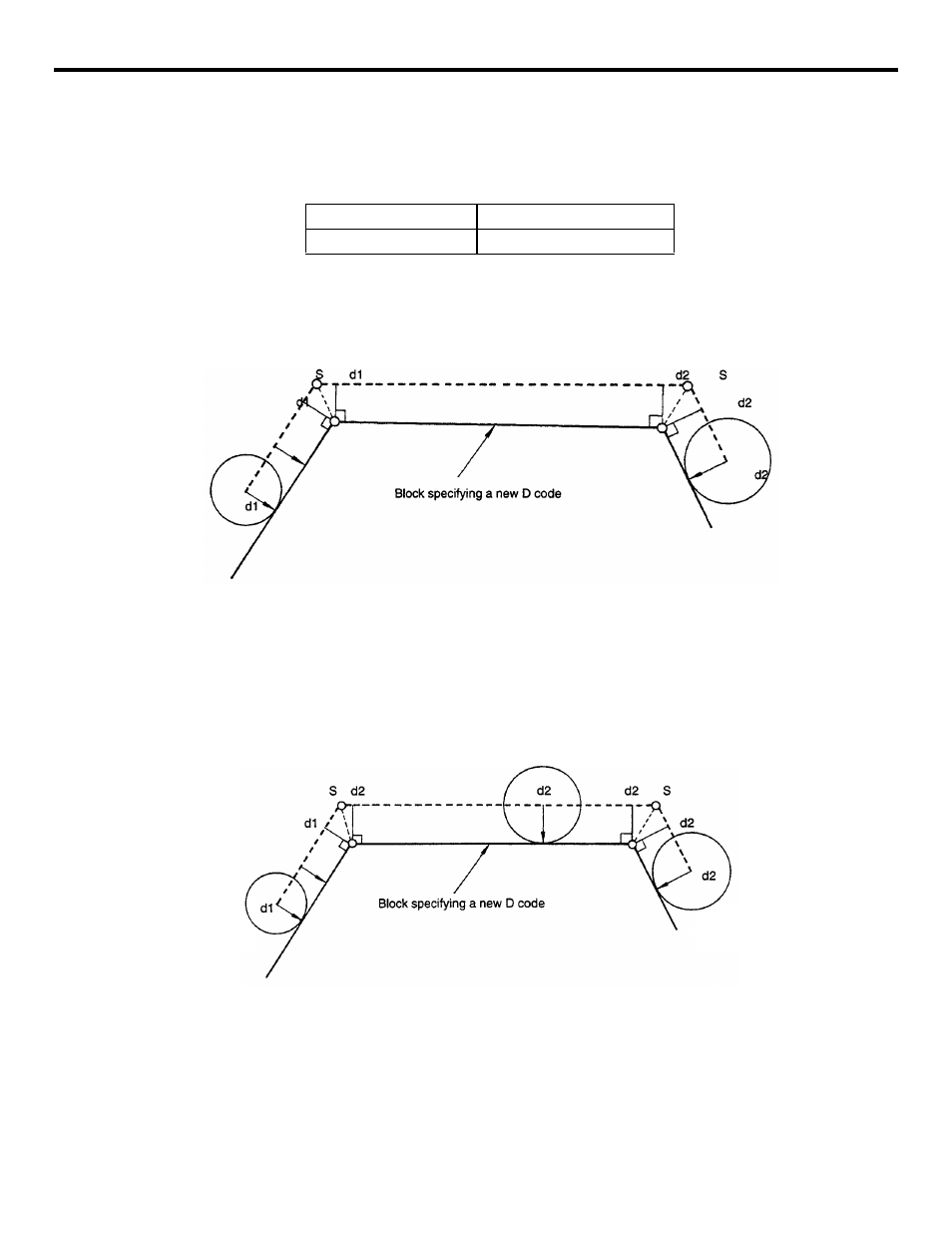
(7) Changing the Tool Offset Amount in the Offset Mode
There are two kinds of offset amount changing methods (types A and B), and the method
to be used can be selected by the setting for a parameter.
(a) Type A: pm4013 D2 = 0
When a new D code is specified, the new offset data are calculated from the axis move
commands given in the block including the new D code and the next block.
FIGURE 3.4.4.34 Calculating the New Offset Data from the Axis Move Commands in
the New D Code Specifying Block and the Next Block
(b) Type B: pm4013 D2 = 1
When a new D code is specified, the new offset data are calculated from the axis move
commands given in the block including the new D code and the preceding block.
FIGURE 3.4.4.35 Calculating the New Offset Data from the Axis Move Commands in
the New D Code Specifying Block and the Previous Block
pm4013 D2 = 0
Type A
pm4013 D2 = 1
Type B