Yaskawa YASNAC PC NC Programming Manual User Manual
Page 309
4 - 172
YASNAC PCNC Programming Manual
Chapter 4: Enhanced Level Commands
Macroprogram call up is specified as indicated below.
G65 P9061 X • • • Y • • • Z • • • R • • • I • • • J • • • K • • • T • • • Q • • • D • • • F • • • E
• • • ; where,
X, Y: Absolute coordinate value of start point (lower left end of pocket)
Z:
Absolute position of the bottom of pocket
R:
Absolute position (level) for tool return at rapid traverse
I, J:
Length, of pocket in the X- and Y-axis direction (unsigned)
K:
Allowance for finishing (allowance to be left, unsigned) “0” if not specified.
T:
Width of cut ratio (in % of tool diameter)
Width of cut = Tool diameter × T/100
Q:
Depth of cut per cycle (unsigned)
D:
Tool of offset number
F:
Feedrate in the XY plane
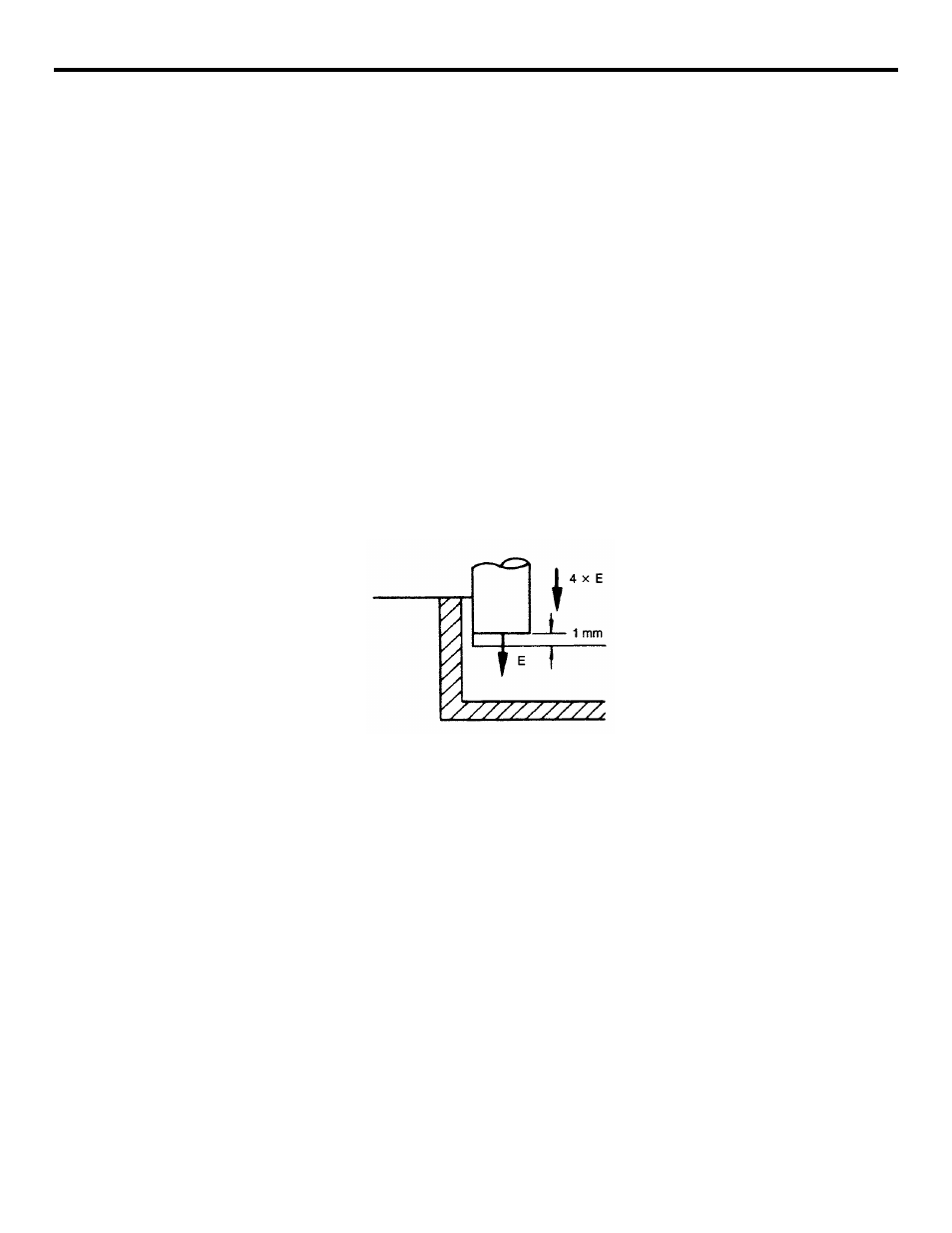
E:
Feedrate for Z-axis cut-in
(Up to a level 1 mm above the previously cut level, “E × 4“)