1 interpolation commands, 1 positioning (g00, g06, g60), Table 2.1.1.1 g codes for positioning – Yaskawa YASNAC PC NC Programming Manual User Manual
Page 30: Interpolation commands -2, Positioning (g00, g06, g60) -2
2 - 2
YASNAC PCNC Programming Manual
Chapter 2: Commands Calling Axis Movements
2.1
INTERPOLATION COMMANDS
This section describes the positioning commands and the interpolation commands that control the
tool path along the specified functions such as straight line and arc.
2.1.1
Positioning (G00, G06, G60)
In the absolute programming mode (G90), the axes are moved to the specified point in a work-
piece coordinate system, and in the incremental programming mode (G91), the axes move by the
specified distance from the present position at a rapid traverse rate.
For calling the positioning, the following G codes can be used,
Table 2.1.1.1
G Codes for Positioning
(1) Positioning in the Error Detect ON Mode (G00)
When “G00X • • • Y • • • Z • • •;” is designated, positioning is executed in the “error detect
ON” mode, in which the program advances to the next block only when the number of lag
pulses due to servo lag are checked after the completion of pulse distribution has reduced to
the permissible value.
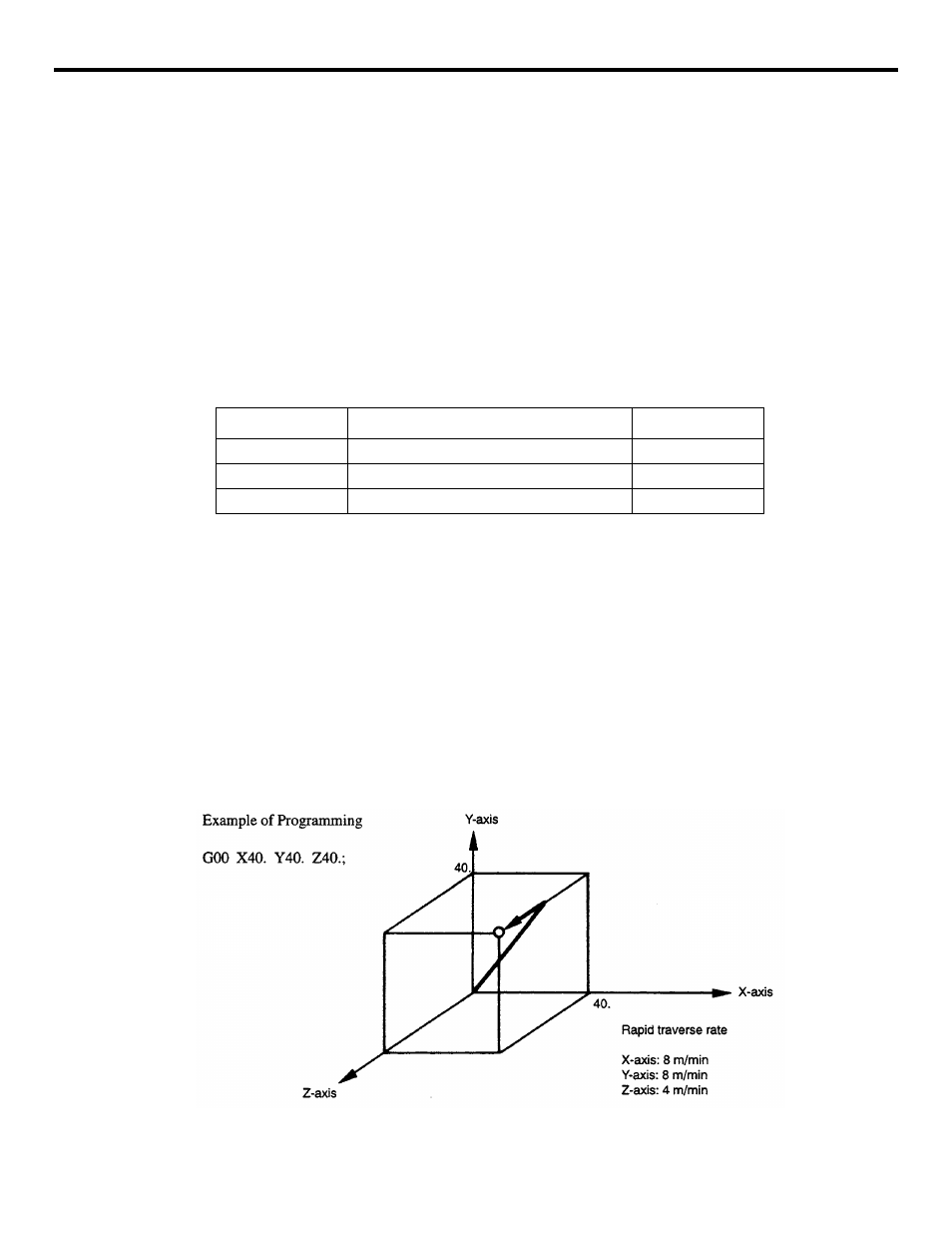
In the G00 mode, positioning is made at a rapid traverse rate in the simultaneous 3-axis (*5-
axis) control mode. The axes not designated in the G00 block do not move. In positioning
operation, the individual axes move independently of each other at a rapid traverse rate that is
set for each axis. The rapid traverse rates set for the individual axes differ depending on the
machine. For the rapid traverse rates of your machine, refer to the manuals published by the
machine tool builder.
FIGURE 2.1.1.1 Positioning in Simultaneous 3-axis Control Mode
G code
Description
Group
G00
Positioning in the error detect ON mode
01
G06
Positioning in the error detect OFF mode
*
G60
Unidirectional positioning
01