4 local coordinate system (g52 q2) – Yaskawa YASNAC PC NC Programming Manual User Manual
Page 62
3 - 12
YASNAC PCNC Programming Manual
Chapter 3: Movement Control Commands
3.1.4
Local Coordinate System (G52 Q2)*
The coordinate system established by shifting the workpiece coordinate system by the specified
shift distance is called the local coordinate system. Once a local coordinate system is set, a cut-
ting tool moves in that system. A local coordinate system is valid only after the setting of a work-
piece coordinate system. If local coordinate system setting commands are specified although a
workpiece coordinate system has not been set, alarm “0321” occurs.
(1) Command Format
•
By specifying “G52 Q2X • • • Y • • • Z • • • (*a • • • b • • •);’’, the coordinate system
that is shifted from the present workpiece coordinate system by the specified shift dis-
tance can be set.
•
By specifying “G52 Q2 X0 Y0 Z0 (* a0 b0);”, the local coordinate system is canceled
and the previously selected workpiece coordinate system is recovered.
•
By specifying “G52;” independently in a block, the base coordinate system is called.
The base coordinate system is called with G52 specified independently in a block.
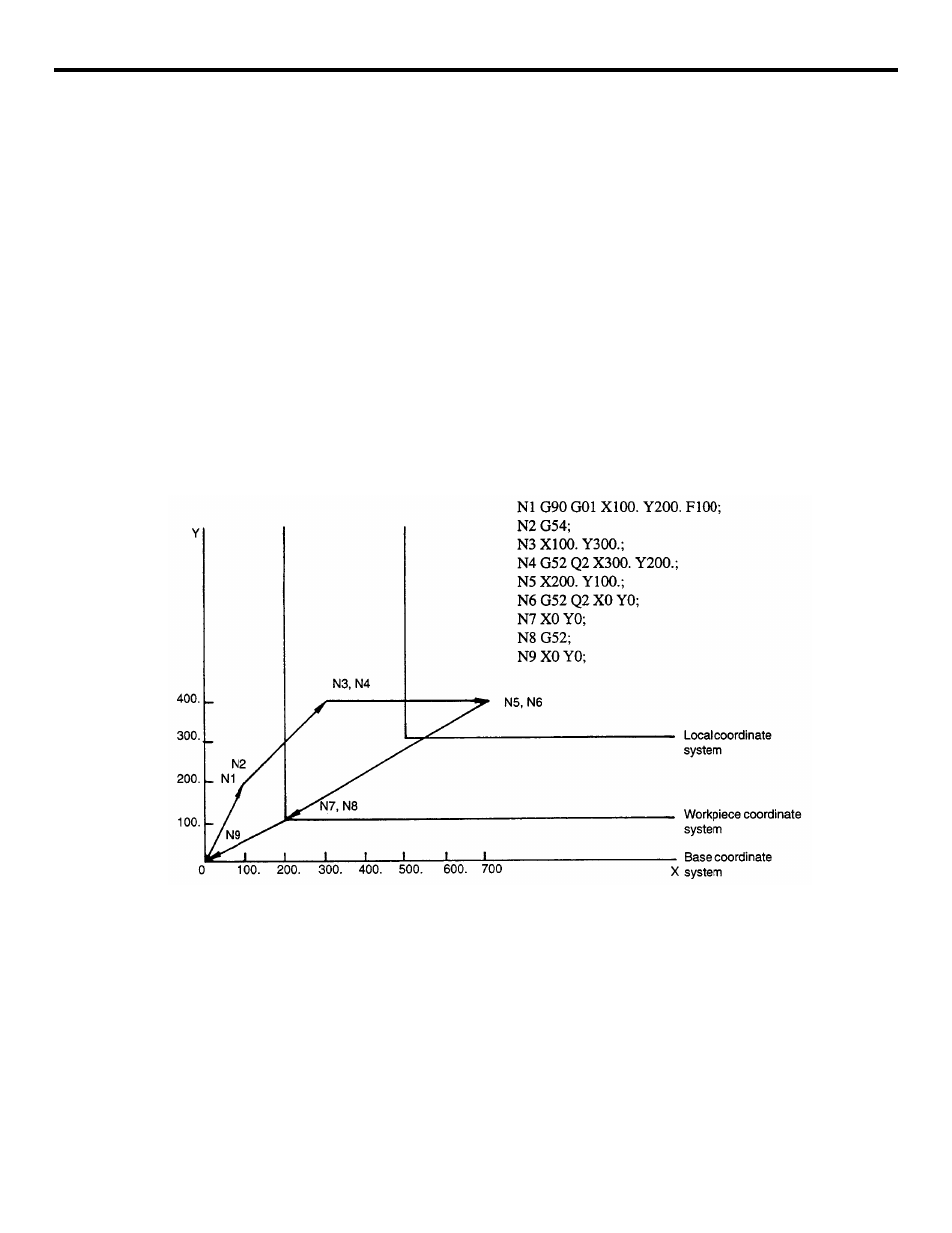
FIGURE 3.1.4.1: Local Coordinate System
[Workpiece Coordinate System Shift Distance (200., 100.)]