7 corner feedrate designation (g107, g108) – Yaskawa YASNAC PC NC Programming Manual User Manual
Page 226
4 - 89
YASNAC PCNC Programming Manual
Chapter 4: Enhanced Level Commands
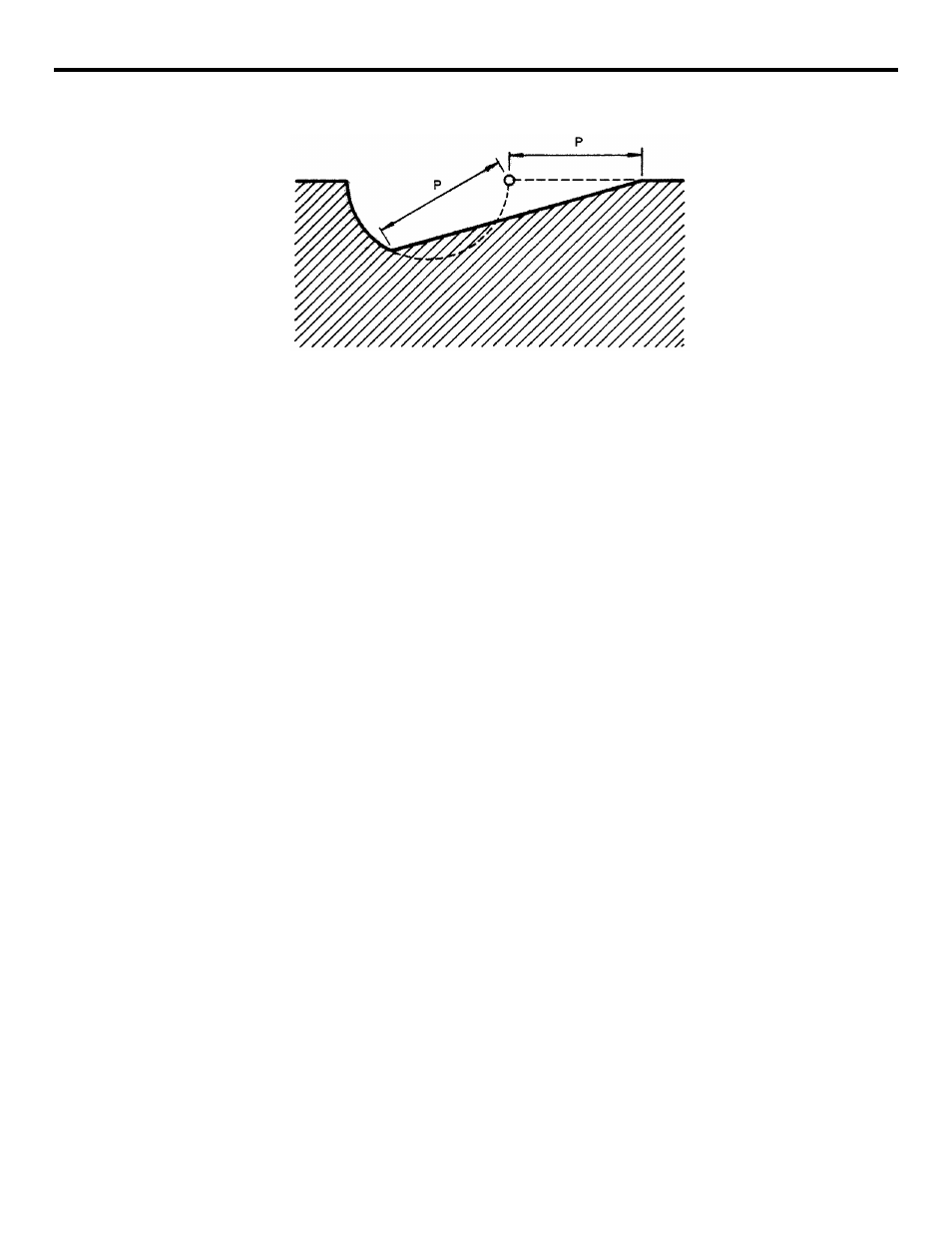
FIGURE 4.2.6.5 Chamfering between Arc Block and Linear Interpolation Block
•
If the chamfering/corner rounding option is not selected, addresses P and Q specified
in the program are disregarded.
•
If chamfering or corner rounding is executed in the scaling mode, scaling is not exe-
cuted for the chamfering or corner rounding.
•
If a chamfering or corner rounding command is specified in the block immediately
before the start or end block of the tool radius offset block, chamfering or corner
rounding is executed as programmed. The offset start and end movements are started
from the point where the chamfering or corner rounding is completed.
•
If a chamfering or corner rounding command is specified in the start or end block of
the tool radius offset block, offset start and end movements are executed at the start
point of chamfering or corner rounding.
•
If a chamfering or corner rounding command is specified i.n the tool radius offset
mode, tool radius offset is executed after the generation of the chamfering or corner
rounding block.
4.2.7
Corner Feedrate Designation (G107, G108)’
With the automatic corner override function which is conventionally available, feedrate is decel-
erated only at the entry to the inside corner. The new corner feedrate designation function decel-
erates feedrate both at the entry and exit of the inside and outside corners so that an error between
the actual tool paths and the programmed tool paths caused by servo lag is minimized.
Axis movement specified in a G01 block is divided in three sections such as decelerated feedrate
section 1, specified feedrate section, and decelerated feedrate section 2.
Concerning axis movements specified in the G02 and G03 modes, specified decelerated feedrate
is applied.
(1) Commands
The corner feedrate designation function is turned ON/OFF by the following G codes.