Yaskawa YASNAC PC NC Programming Manual User Manual
Page 130
3 - 80
YASNAC PCNC Programming Manual
Chapter 3: Movement Control Commands
There are cases that overcuts occur as shown in Fig. 3.4.5.3 as the result of offset de-pend-
ing on the relationship between the commands and the offset angle.
FIGURE 3.4.5.2 An Example of 3-D Offset Causes Overcuts
(Continuous Blocks without I, J, and K Commands)
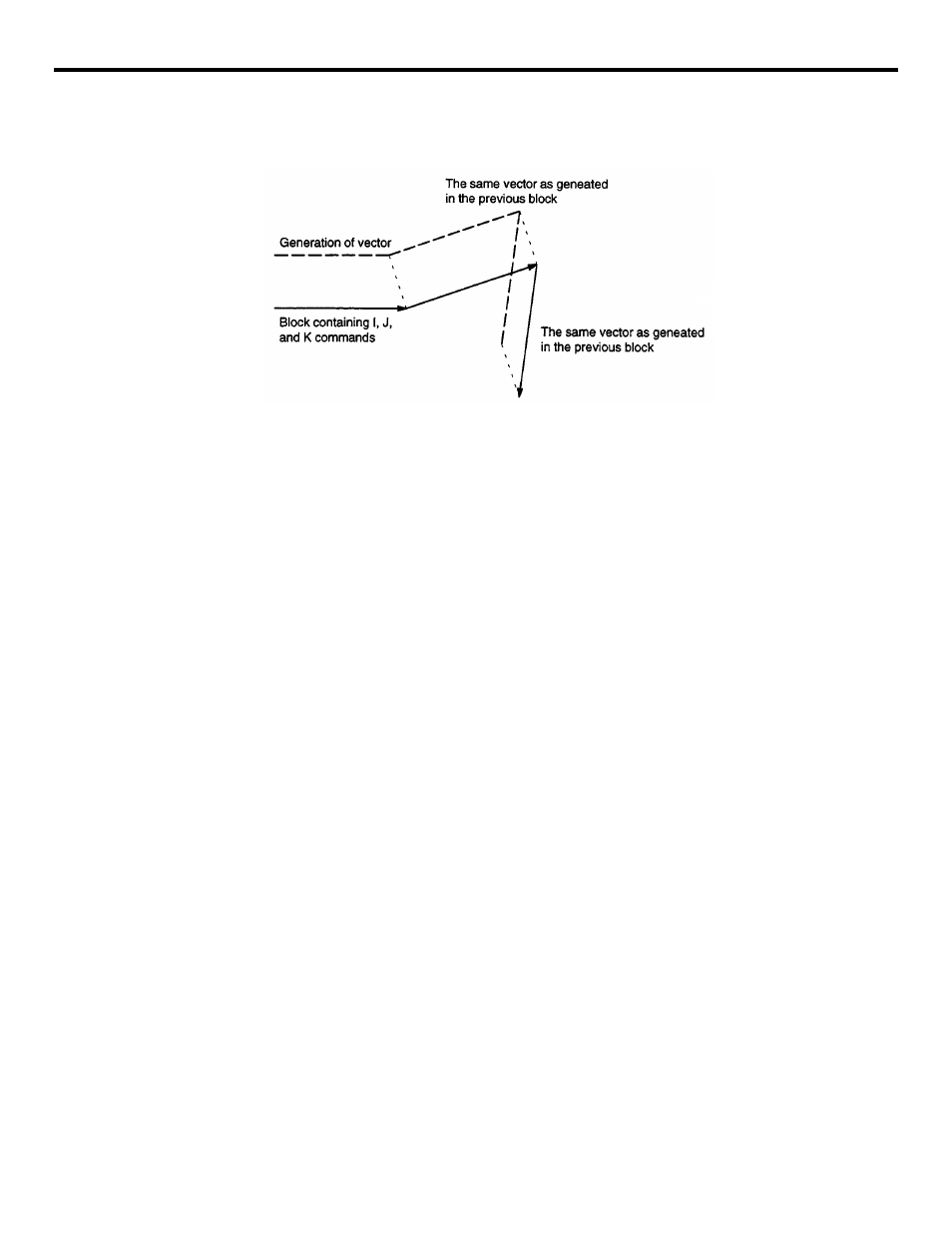
(c) Changing the angle and size of vector
The vector angle can be changed by specifying I, J, and K commands in the 3-D tool offset
mode. Concerning the size of vector, there are two methods to change it,
•
Changing the vector size by changing the tool offset number.
•
Changing the vector size by specifying the tool offset number and I, J, and K com-
mands after setting other than “0” for the 3-D vector size setting parameter pm6850
(3) Error Processing
(a) Reset in the 3-D tool offset mode
If the NC is reset while it is in the 3-D tool offset mode, the 3-D tool offset mode is can-
celed by the same processing as the execution of G40. In this cancel processing, axis
movement usually executed to cancel the offset amount is not executed although the I, J,
and K values are cleared to “0”.
(b) Vector change error in the 3-D tool offset mode
Although vector angle/component can be changed in the 3-D tool offset mode, alarm 0162
“LACK OF ADDRESS” occurs if any of I, J, and K addresses is not specified even in one
block causing the operation to be stopped.