Yaskawa YASNAC PC NC Programming Manual User Manual
Page 125
3 - 75
YASNAC PCNC Programming Manual
Chapter 3: Movement Control Commands
•
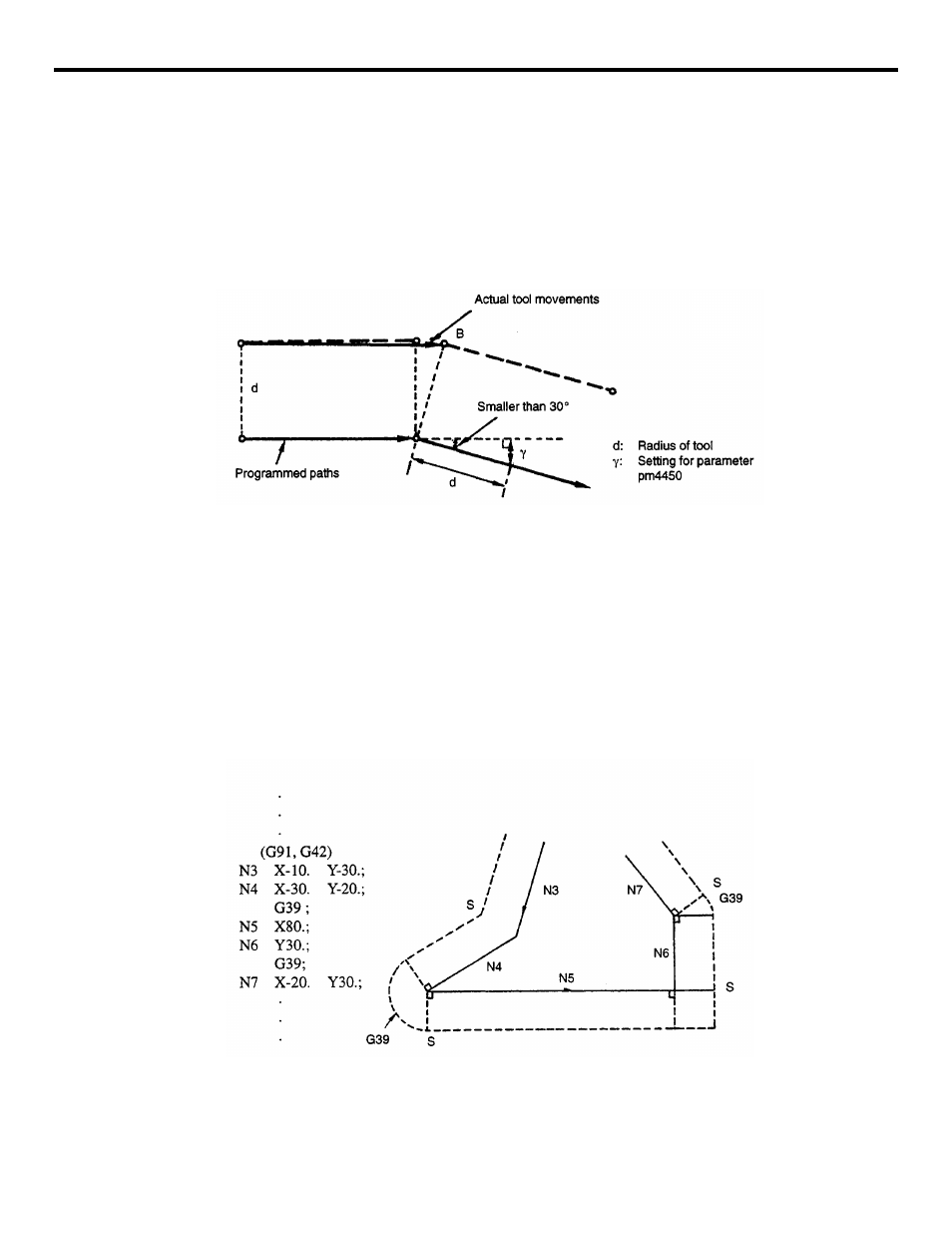
Even in the M96 mode, if the tangential angle made between the axis movements
specified in the program is smaller than 30° or if g is smaller than a certain value as
shown in Fig. 3.4.4.57, round-the-arc motion is not made, but the cutting tool directly
moves to point B. Value of g is set for parameter pm4450. Note that since the value
set for pm4450 is also used as the minimum distance for the execution of circular
interpolation, the setting for this parameter has influence on normal circular interpola-
tion.
FIGURE 3.4.4.57 Tool Movements with Small Tangential Angle of Programmed Paths
•
If G39 is specified in the tool radius offset C mode (G41/G42), an arc can be inserted
at comers.
G39 is a non-modal G code. G39 must be specified in a block without other com-
mands. If other commands are specified with G39 in the same block, those specified
after G38 are all disregarded.
If the commands are specified in the G39 block in the manner as “G39 I_ J_ S_ F_ ;”,
I, J, S, and F codes are disregarded.
FIGURE 3.4.4.58 Program for the Around-the-arc Offset