Yaskawa YASNAC PC NC Programming Manual User Manual
Page 42
2 - 14
YASNAC PCNC Programming Manual
Chapter 2: Commands Calling Axis Movements
(b) High-speed reference point return
See parameter pm4003 D6 and D7.
It is possible to use the “high-speed reference point return” in place of the “automatic ref-
erence point return”. In this case, the reference point return is executed in the following
manner.
•
After the positioning at the intermediate positioning point B, the axes return directly to
the reference point at a rapid traverse rate. The axes can be returned to the reference
point in a shorter time compared to the normal reference point return operation that
uses a deceleration limit switch for the individual axes.
•
Even if point B is located outside the area in which reference point return is allowed,
the high-speed reference point return specification allows the axes to return to the ref-
erence point.
•
High-speed reference point return is enabled only for the axes for which normal refer-
ence point return has been completed either manually (manual reference point return)
or by executing the G28 command after turning ON the power.
•
If an axis for which low-speed reference point return has not been completed either
manually or by executing the G28 command after power-ON is included in the G28
block, low-speed reference point return is executed for all axes designated in the G28
block.
•
High-speed automatic reference point return is valid only when reference point return
is called by G28, and it does not influence manual reference point return operation.
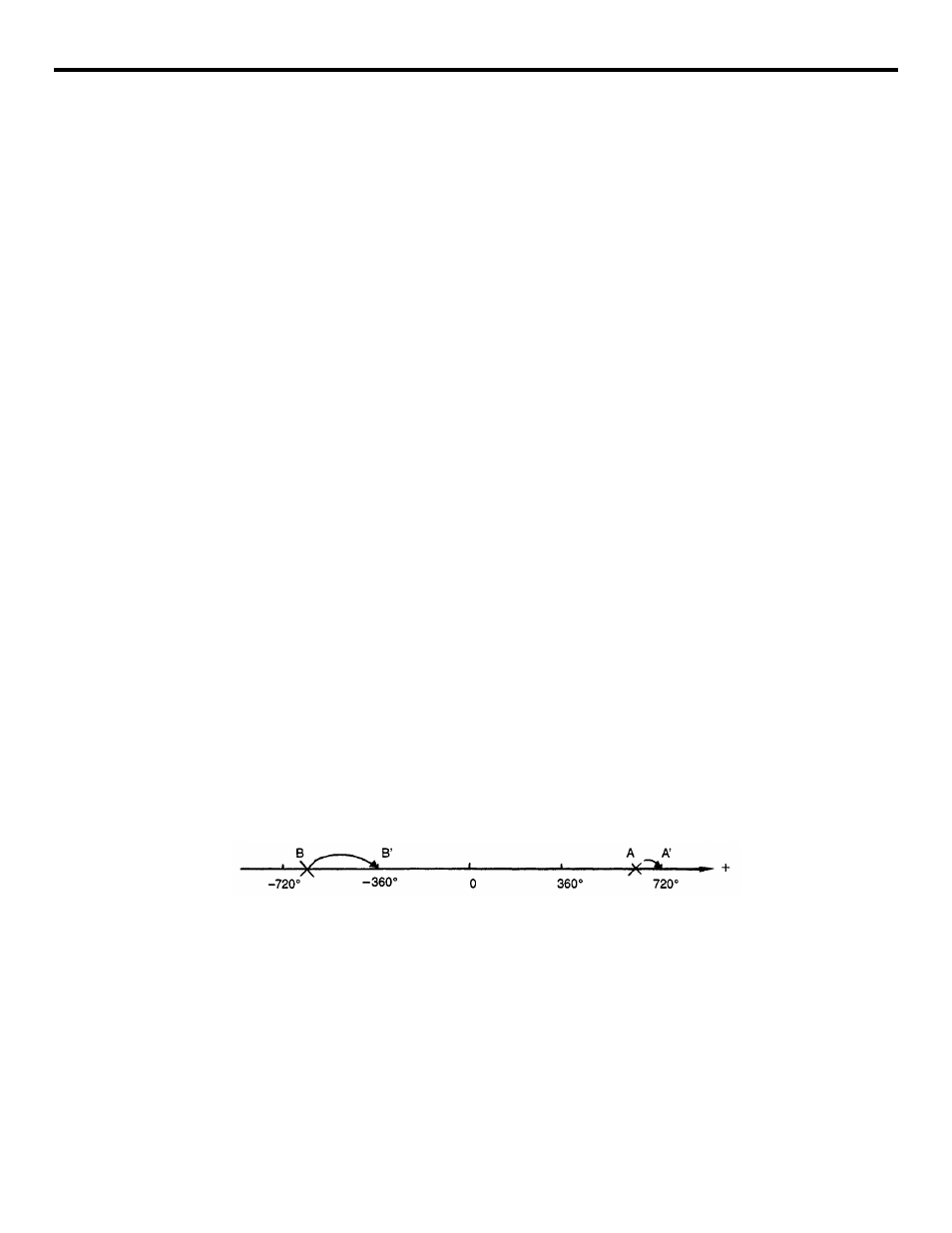
(2) Automatic Reference Point Return for Rotary Axes
With a rotary axis, it is possible to execute the automatic reference point return the same as
with a linear axis. With a rotary axis, if it has been moved by more than ±360.000° from the
reference point established first, reference point return is executed to the closest reference
point in the preset direction of reference point return. The illustration below shows how the
reference point return is executed from points A and B. (The reference point return direction
is determined by the setting for pm4002 D3 and D4.)
(3) Supplements to the Automatic Reference Point Return Commands
(a) Tool radius offset and canned cycle
If G28 is specified in the tool radius offset mode (G41, G42) or in a canned cycle, alarm
“0170” occurs. G28 must not be specified in the tool radius offset mode (G41, G42) or in
a canned cycle.
(b) Tool position offset
(Reference point return: Negative direction is selected for the reference point return direction)