2 linear interpolation (g01), Linear interpolation (g01) -4 – Yaskawa YASNAC PC NC Programming Manual User Manual
Page 32
2 - 4
YASNAC PCNC Programming Manual
Chapter 2: Commands Calling Axis Movements
2.1.2
Linear Interpolation (G01)
With the commands of “G01 X • • • Y • • • Z • • • (*a • • • b • • •) F • • •;”, linear interpolation is
executed in the simultaneous 3-axis (*5-axis) control mode. The axes not designated in the G01
block do not move. For the execution of the linear interpolation, the following commands must
be specified.
(1) Command Format
To execute the linear interpolation, the commands indicated below must be specified.
(a) Feedrate
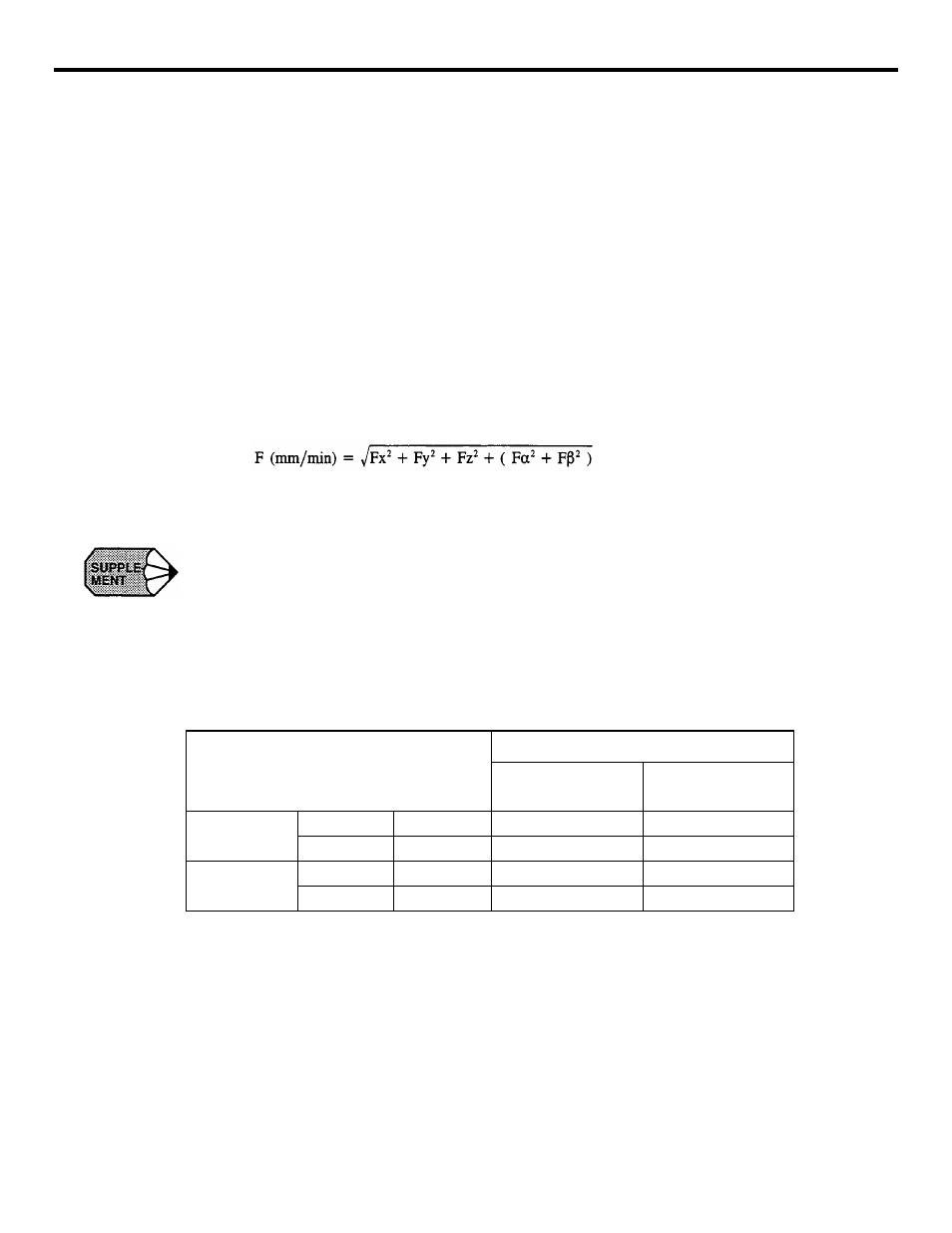
Feedrate is designated by an F code. The axes are controlled so that vector sum (tangen-
tial velocity in reference to the tool moving direction) of feedrate of the designated axes
will be the specified feedrate..
(Fx: feedrate in the X-axis direction)
If no F code is designated in the block containing G01 or in the preceding blocks, execution of
a G01 block causes alarm “0370”.
If the optional 4th- and 5th-axis are rotary axes (A-, B-, or C-axis), feedrates of basic three
axes (X-, Y-, and Z-axis) and the optional 4th- and 5th-axis are determined as indicated in
Table
2.1.2.1
.
Table 2.1.2.1
Feedrates of Basic Three Axes and Rotary Axes (F Command)
Note:
If the 4th- and 5th-axis are linear axes, the feedrates of these axes are the same as
the
feedrates of
basic three axes.
F Function
Minimum F Command Unit
Feedrate of Basic
Three Axes
Feedrate of Rotary
Axes
Metric Output
Metric input
F60
1mm/min
1deg/min
Inch input
F41
0.1 inch/min
2.54 deg/min
Inch Output
Metric input
F60
1mm/min
0.3937 deg/min
Inch input
F51
0.1 inch/min
1 deg/min