Figure 3.4.3.1: tool position offset function, Table 3.4.3.2 sign assigned to tool offset data – Yaskawa YASNAC PC NC Programming Manual User Manual
Page 83
Advertising
3 - 33
YASNAC PCNC Programming Manual
Chapter 3: Movement Control Commands
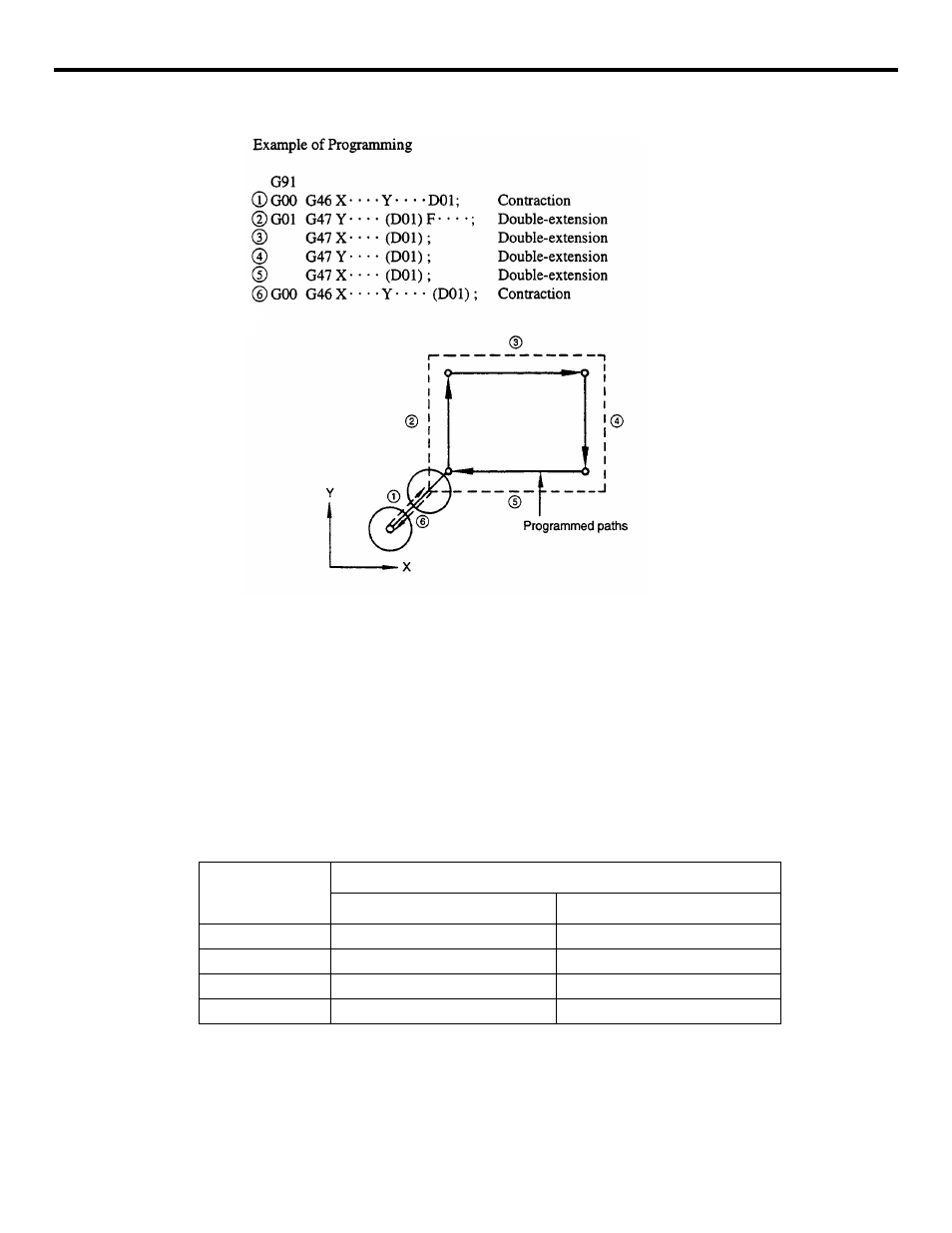
FIGURE 3.4.3.1: Tool Position Offset Function
(b) G code for specifying the direction of offset
Whether the tool position offset is processed in extension or contraction is determined by
the sign of the tool offset amount specified by a D code and the G code specified to call up
the tool position offset function as indicated in the table below.
However, the tool offset amount to be used in the G45 to G48 function should be stored
with the positive sign.
Table 3.4.3.2
Sign Assigned to Tool Offset Data
Sign of Tool Offset Amount (H code)
Positive
Negative
G45
Extension
Contraction
G46
Contraction
Extension
G47
Double-extension
Double-contraction
G48
Double-contraction
Double-extension
Advertising