Yaskawa YASNAC PC NC Programming Manual User Manual
Page 157
4 - 20
YASNAC PCNC Programming Manual
Chapter 4: Enhanced Level Commands
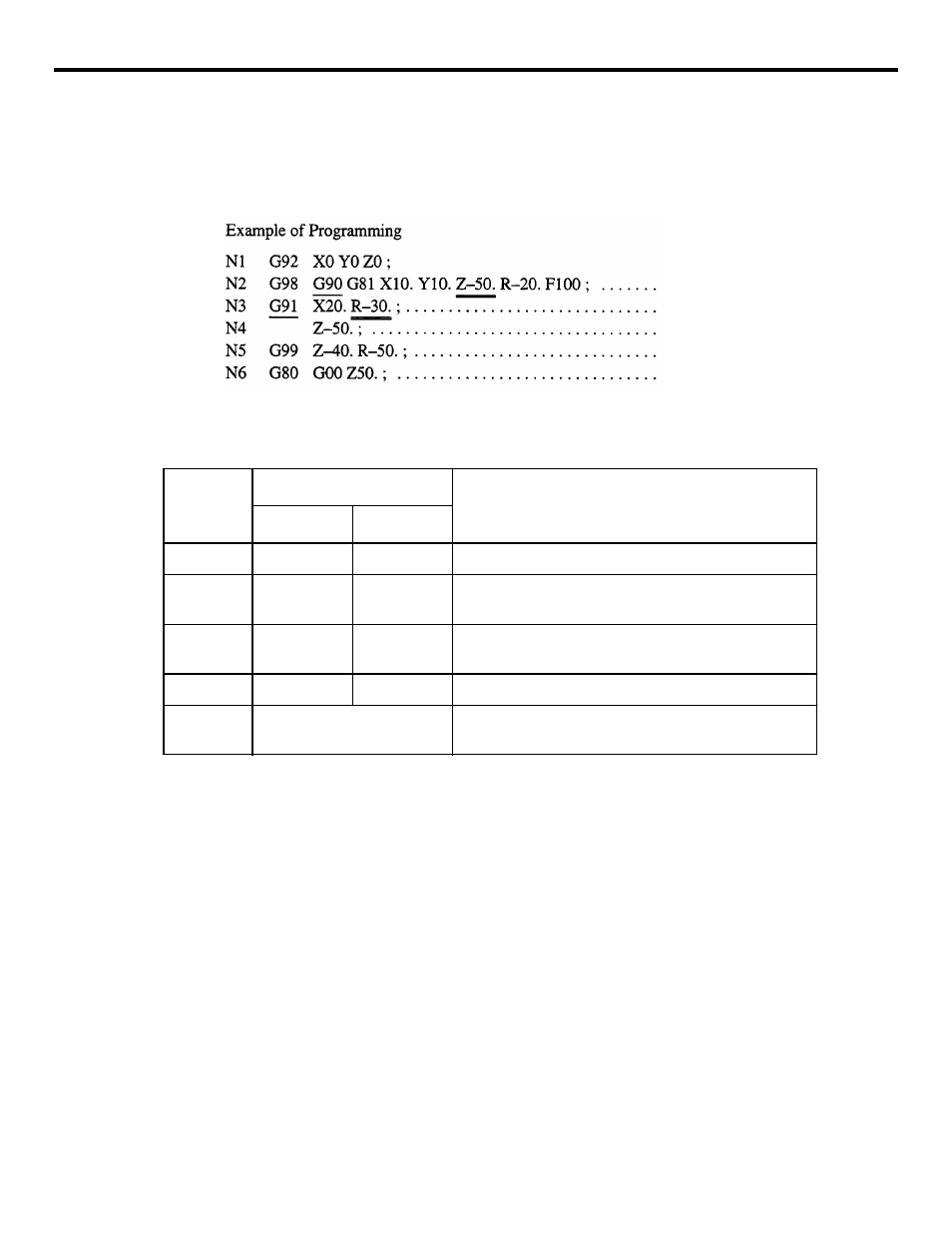
(b) Switching the G90/G91 mode
As shown in the program given below, only addresses specified later are updated as in
blocks N2 ‡ N3, including the switching of G code from G90 to 91. For addresses not
specified, the position data specified in the preceding blocks are retained.
Table 4.1.1.6
Absolute Position of R- and Z-point Levels
Program
Absolute Position
Remarks
Z =
R =
-50.
-20.
Starting a canned cycle
-50.
-30.
Changing the data of X and R. Z-point level specified
in the block immediately before this block is retained.
-80.
-30.
Changing the data of Z. R-point level specified in the
block immediately before this block is retained.
-90.
-50.
Changing the data of R and Z
Cutting tool moves to Z = 0.
(absolute position)
Canceling the canned cycle