Yaskawa YASNAC PC NC Programming Manual User Manual
Page 197
4 - 60
YASNAC PCNC Programming Manual
Chapter 4: Enhanced Level Commands
•
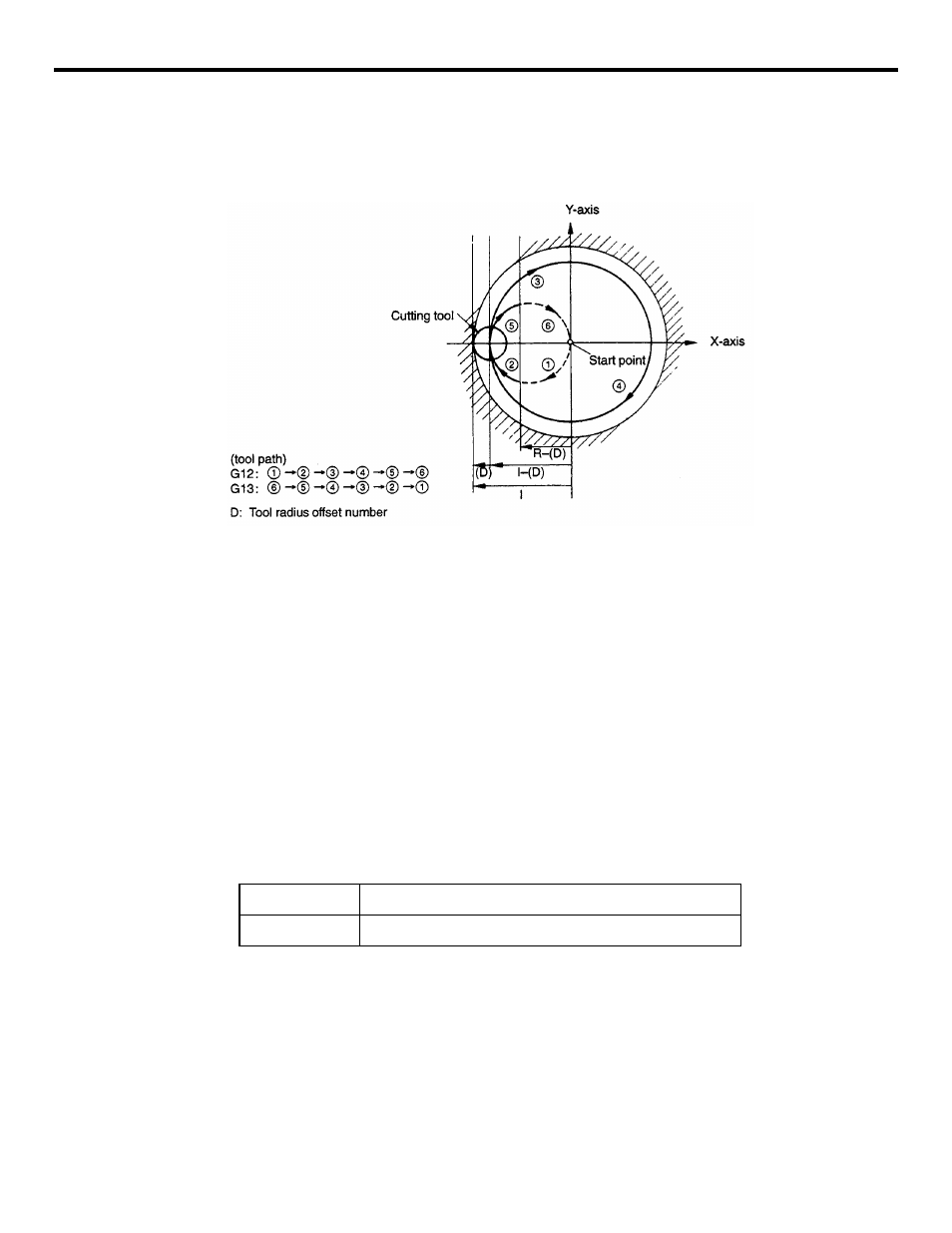
Movements in the “X-” direction (symmetrical to Y-axis) are possible by changing the
signs of I, J, K, and D. In the example as shown in Fig. 4.1.5.5, a negative value
should be assigned for I, R, (and D). Note that cutting is not possible by Y-axis move-
ments.
FIGURE 4.1.5.5 Movements in the “X-” Direction (Symmetrical to Y-axis)
•
I, J, K, R, Q, and L specified in the circle cutting block are all valid only in the speci-
fied block. Among these addresses, at least I must be specified. If none of these
addresses is specified, alarm “0362’” occurs.
•
The restriction indicated below applies for I (radius of circle to be finished) and R
(high-speed feed interval). If this restriction is not satisfied, high-speed feed is not
executed.
|R-d| < |I-d|
Also note that high-speed feed is not possible if the signs of “R-d” and “I-d” differ
from each other.
•
Before specifying G12 or G13, specify the tool radius offset number D. If this is omit-
ted, the offset motion is determined by the setting for a parameter.
pm4010 D1 = 0
Offset is applied using the D number specified previously.
pm4010 D1 = 1
Offset is not applied.