Figure 4.1.1.7 commands of boring cycle (g76) – Yaskawa YASNAC PC NC Programming Manual User Manual
Page 162
4 - 25
YASNAC PCNC Programming Manual
Chapter 4: Enhanced Level Commands
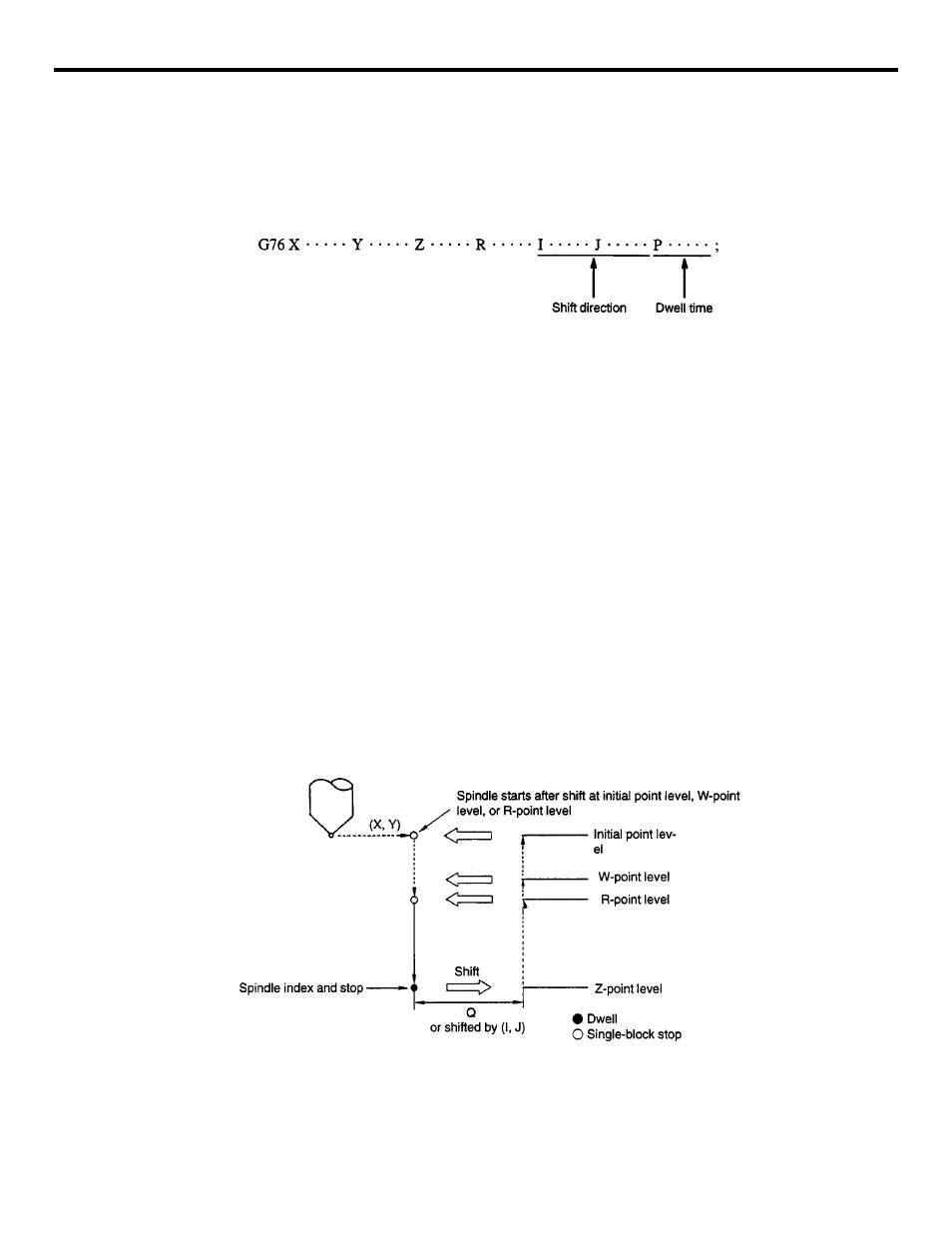
(6) Programming Format for Boring (G76) and Back Boring (G77)*
The direction of shift motion in the G76/G77 cycle can be specified by “Q command + angle
(setting parameter pm0805)” as well as the commands in a program. For the designation of
dwell time before shifting, it is possible to specify it by the commands in a program in addi-
tion to the setting for parameter pm0400.
(a) Boring command (G76)
•
If addresses I or J are specified with address Q in the same block, addresses I and J are
disregarded.
•
For the dwell at the bottom of hole, the setting for pm0400 is given priority to the com-
mands specified in a program.
•
Parameter pm0400 is valid if “pm4017 D3 = 1”.
•
Axis shift feedrate is set for parameter pm2864. If “pm2864 = 0”, feedrate specified
by an F command is used.
•
Since address Q is modal, if a Q command is specified before I or J commands, these
commands are disregarded. To make I and J commands valid, specify them after can-
celing a canned cycle by G80.
•
Programming for fixed shift distance
G76 X_ Y_ Z_ R_ Q_ L_ F_ P_ W_;
•
Programming for variable shift distance
G76 X_ Y_ Z_ R_ I_ J_ L_ F_ P_ W_;
FIGURE 4.1.1.7 Commands of Boring Cycle (G76)