5 s, t, m, and b functions, 1 spindle function (s function), Figure 3.5.1.1: spindle speed command – Yaskawa YASNAC PC NC Programming Manual User Manual
Page 133
3 - 83
YASNAC PCNC Programming Manual
Chapter 3: Movement Control Commands
3.5
S, T, M, AND B Functions
3.5.1
Spindle Function (S Function)
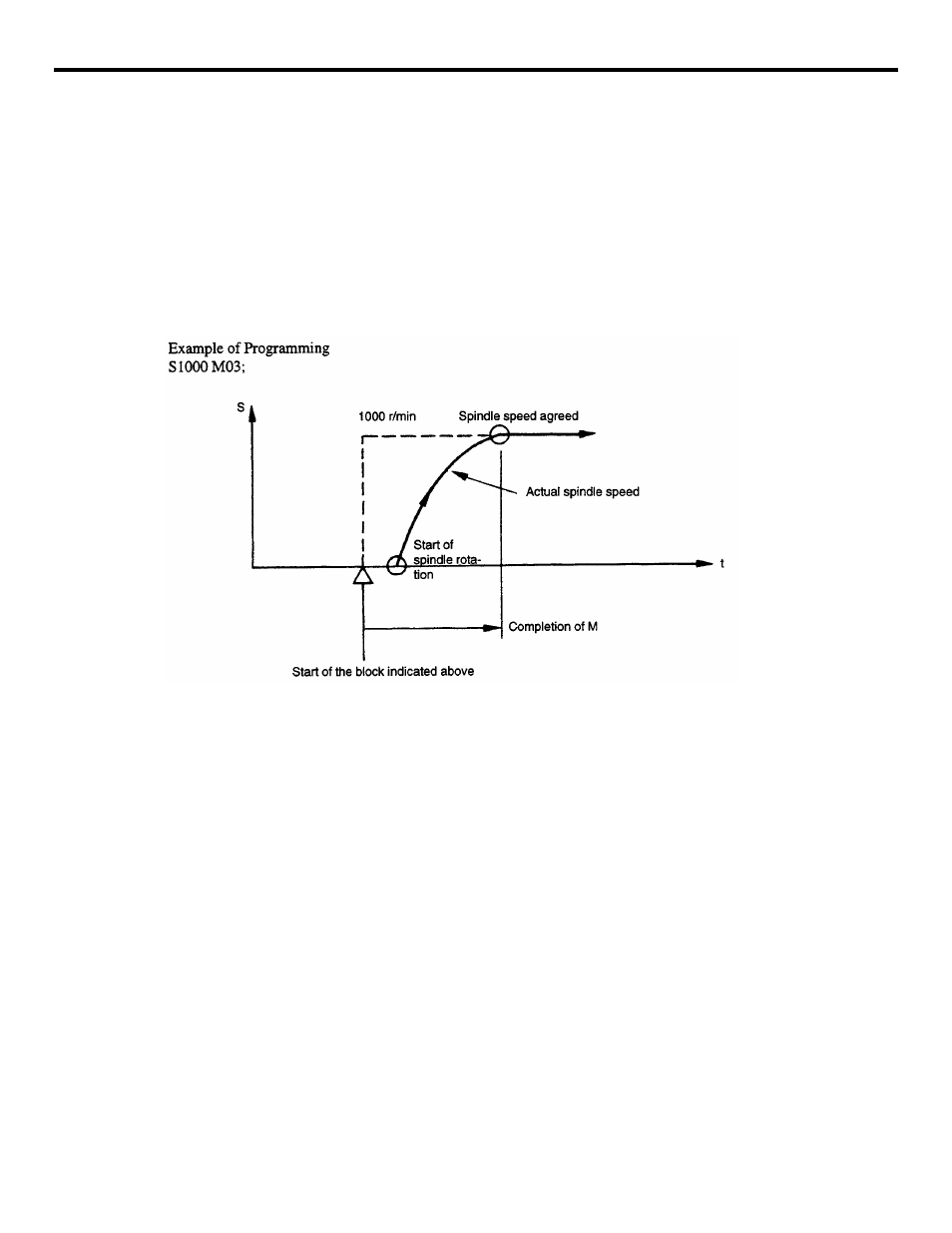
A spindle speed can be directly specified by entering a 5-digit number following address S
(Sooooo). The unit of spindle speed is “r/min”. The specified S value becomes valid from the
moment the S command completion input signal (SFIN) is turned ON. If an S command is speci-
fied with M03 (spindle forward rotation) or M04 (spindle reverse rotation), the program usually
advances to the next block only after the spindle has reached the speed specified by the S com-
mand. For details, refer to the instruction manuals published by the machine tool builder.
FIGURE 3.5.1.1: Spindle Speed Command
•
An S command is modal and, once specified, it remains valid until another S com-
mand is given next. If the spindle is stopped by the execution of M05, the S command
value is retained. Therefore, if M03 or M04 is specified without an S command in the
same block, the spindle can start by using the S command value specified before.
•
If a spindle speed is changed while the spindle is rotating by the execution of M03 or
M04, pay attention to the selected spindle speed gear range. For details, refer to the
instruction manuals published by the machine tool builder.
•
The lower limit of an S command (S0 or an S command close to S0) is determined by
the spindle drive motor and spindle drive system, and it varies with each machine. Do
not use a negative value for an S command. For details, refer to the instruction manu-
als published by the machine tool builder.