Figure 2.1.1.2 unidirectional positioning (g60) – Yaskawa YASNAC PC NC Programming Manual User Manual
Page 31
2 - 3
YASNAC PCNC Programming Manual
Chapter 2: Commands Calling Axis Movements
In the G00 positioning mode, since the axes move at a rapid traverse rate set for the individual
axes independently, the tool paths are not always a straight line. Therefore, positioning must
be programmed carefully so that a cutting tool will not interfere with a workpiece or fixture
during positioning.
(2) Positioning in the Error Detect OFF Mode (G06)
When “G06X • • • Y • • • Z • • • (*a • • • b • • •);” is specified, positioning is executed in the
“error detect OFF” mode. The G06 command is valid only in the designated block.
In the G06 mode, program advances to the next block immediately after the completion of
pulse distribution. The tool paths at a corner are therefore rounded.
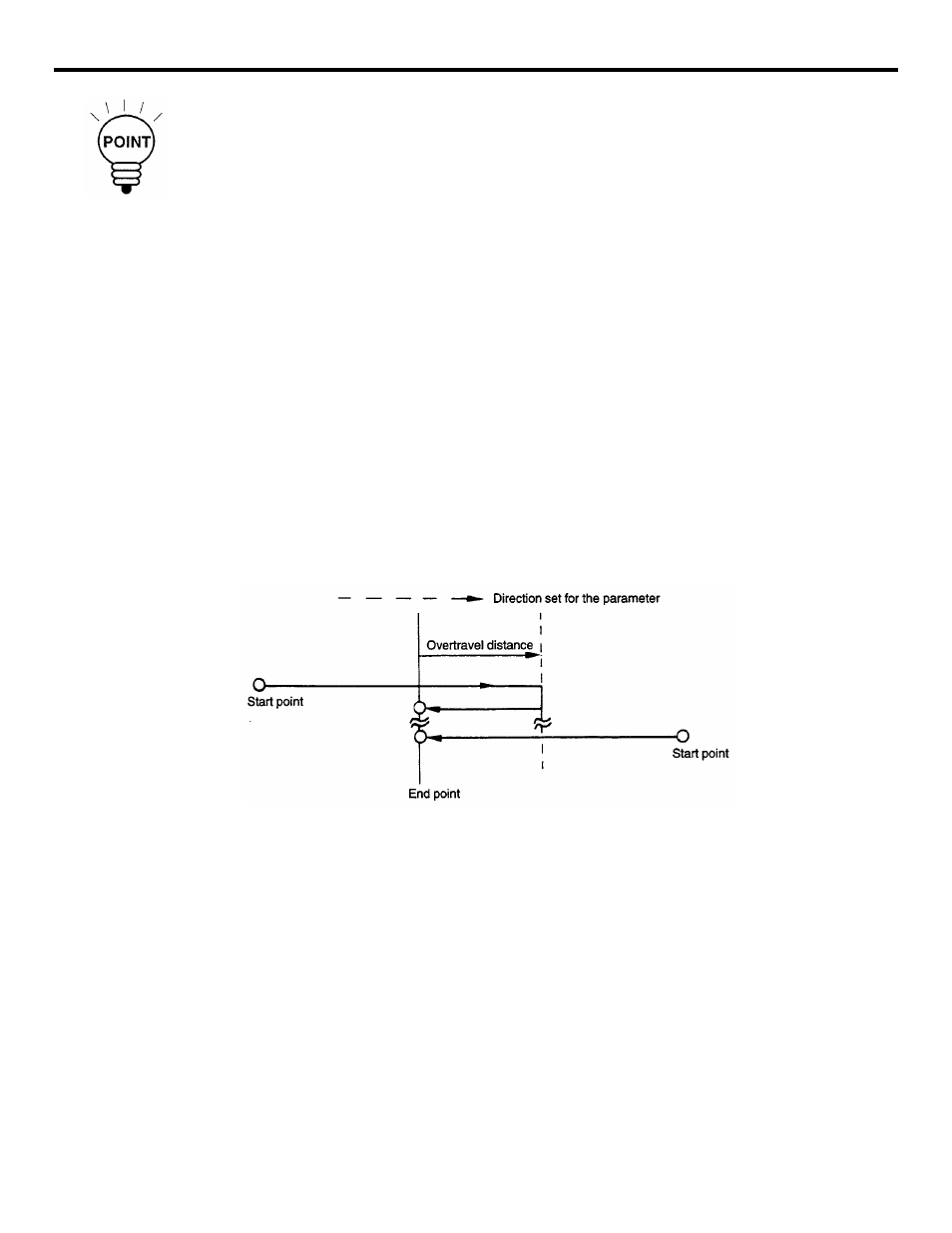
(3) Unidirectional Positioning (G60) *
With the commands of “G60 X • • • Y • • • Z • • • (*a • • • b • • •);”, movement is made to the
designated position.
If positioning is made in the direction set by parameter pm4014, the axes overtravel the speci-
fied end point once and then return to be positioned at the end point specified in the G60
block. The overtravel distance is set for parameters pm4461 to pm4465 for the individual
axes (X-axis to 5th-axis). The unidirectional positioning mode is provided to execute accurate
positioning.
FIGURE 2.1.1.2 Unidirectional Positioning (G60)